SLA
Průvodce návrhem SLA
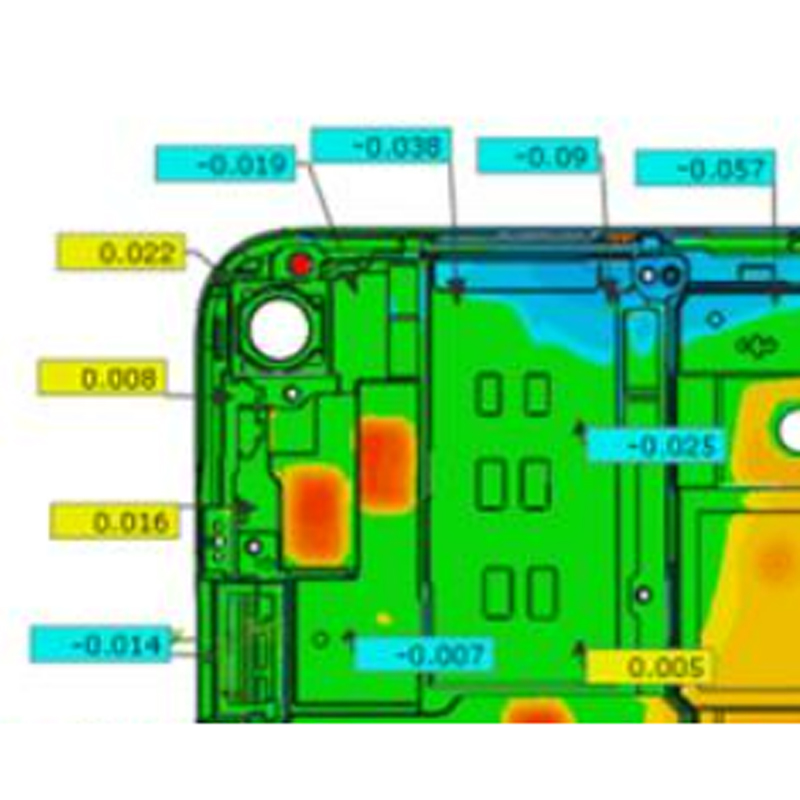
Rozlišení tisku
Standardní tloušťka vrstvy: 100 µm Přesnost: ±0,2 % (s dolní hranicí ±0,2 mm)
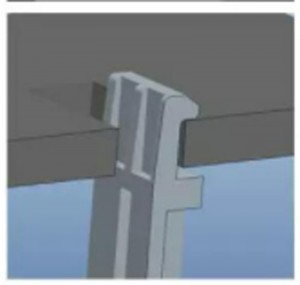
Omezení velikosti 144 x 144 x 174 mm Minimální tloušťka Minimální tloušťka stěny 0,8 mm – s poměrem 1:6
Leptání a ražba
Minimální výška a šířka Reliéfní vzor: 0,5 mm
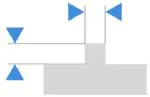
Gravírováno: 0,5 mm

Uzavřený a propojený objem
Uzavřené díly? Nedoporučuje se. Propletené díly? Nedoporučuje se.

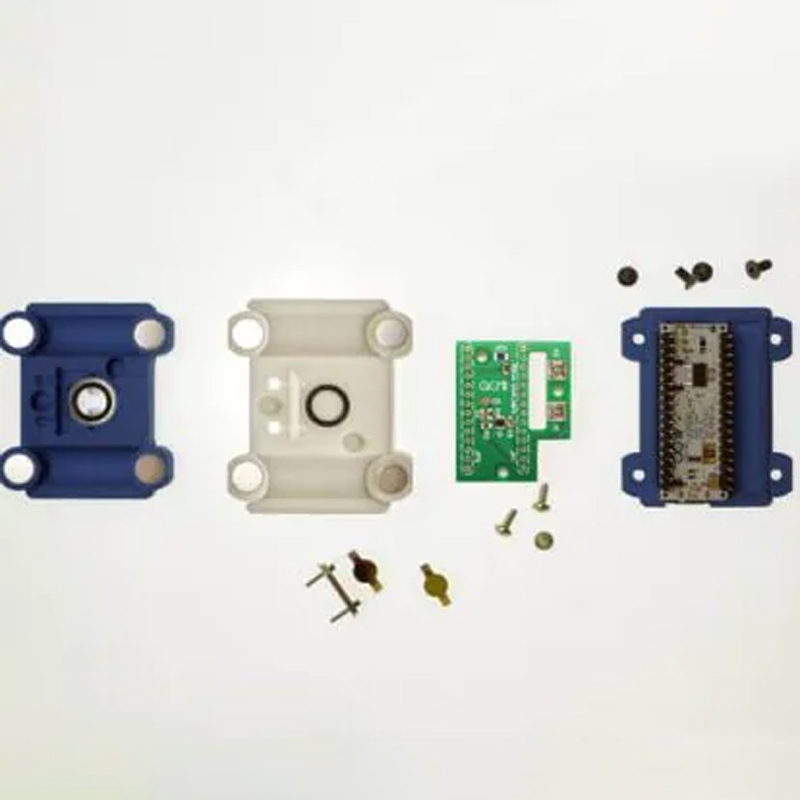
Omezení montáže kusů
Montáž? Ne
Inženýrské znalosti a poradenství
Tým inženýrů vám pomůže s optimalizací návrhu vstřikovaných dílů, kontrolou GD&T a výběrem materiálu. 100% zajištění produktu s vysokou výrobní proveditelností, kvalitou a sledovatelností.
Simulace před řezáním oceli
Pro každou projekci použijeme Mold-flow, Creo a Mastercam k simulaci procesu vstřikování plastů, obrábění a kreslení, abychom předpověděli problém před výrobou fyzických vzorků.
Komplexní návrh produktu
Disponujeme špičkovými výrobními závody pro vstřikování plastů, CNC obrábění a výrobu plechů. To umožňuje komplexní návrh produktů s vysokou přesností.
Interní proces
Výroba vstřikovacích forem, vstřikování plastů a druhý proces tamponového tisku, tepelné slepování, horká ražba a montáž probíhají ve vlastní firmě, takže budete mít mnohem nižší náklady a spolehlivou dodací lhůtu pro vývoj.
Výhody SLA tisku

Vysoká úroveň detailů
Pokud potřebujete přesnost, SLA je aditivní výrobní proces, který potřebujete k vytvoření vysoce detailních prototypů.

Různé aplikace
Od automobilového průmyslu až po spotřební zboží, mnoho společností používá stereolitografii pro rychlé prototypování.

Svoboda designu
Výroba řízená konstrukcí umožňuje vyrábět složité geometrie
Žádost o SLA

Automobilový průmysl
Zdravotnictví a lékařství

Mechanika

Vysoké technologie

Průmyslové zboží
Elektronika
SLA vs. SLS vs. FDM
| Název vlastnosti | Stereolitografie | Selektivní laserové spékání | Modelování tavené depozice |
| Zkratka | SLA | SLS | FDM (Federální distribuce potravin) |
| Typ materiálu | Kapalina (fotopolymer) | Prášek (polymer) | Pevné (vlákna) |
| Materiály | Termoplasty (elastomery) | Termoplasty jako nylon, polyamid a polystyren; elastomery; kompozity | Termoplasty jako ABS, polykarbonát a polyfenylsulfon; elastomery |
| Maximální velikost dílu (palce) | 59,00 × 29,50 × 19,70 | 22,00 × 22,00 × 30,00 | 36,00 × 24,00 × 36,00 |
| Minimální velikost prvku (palce) | 0,004 | 0,005 | 0,005 |
| Minimální tloušťka vrstvy (palce) | 0,0010 | 0,0040 | 0,0050 |
| Tolerance (v palcích) | ±0,0050 | ±0,0100 | ±0,0050 |
| Povrchová úprava | Hladký | Průměrný | Hrubý |
| Rychlost sestavení | Průměrný | Rychle | Pomalý |
| Aplikace | Zkoušky tvaru/uložení, funkční testování, rychlé nástroje, zacvakávací uložení, velmi detailní díly, prezentační modely, aplikace vysokých teplot | Zkoušky tvaru/uložení, funkční testy, rychlé nástroje pro výrobu, méně detailní díly, díly se zacvakávacími spoji a pohyblivými panty, aplikace s vysokými teplotami | Zkoušky tvaru/uložení, funkční testování, rychlé nástroje pro výrobu, malé detailní díly, prezentační modely, aplikace pro pacienty a potraviny, aplikace s vysokými teplotami |
Výhoda SLA
Stereolitografie je rychlá
Stereolitografie je přesná
Stereolitografie funguje s různými materiály
Udržitelnost
Možné jsou vícedílné sestavy
Texturování je možné
