SLA
SLA-designvejledning
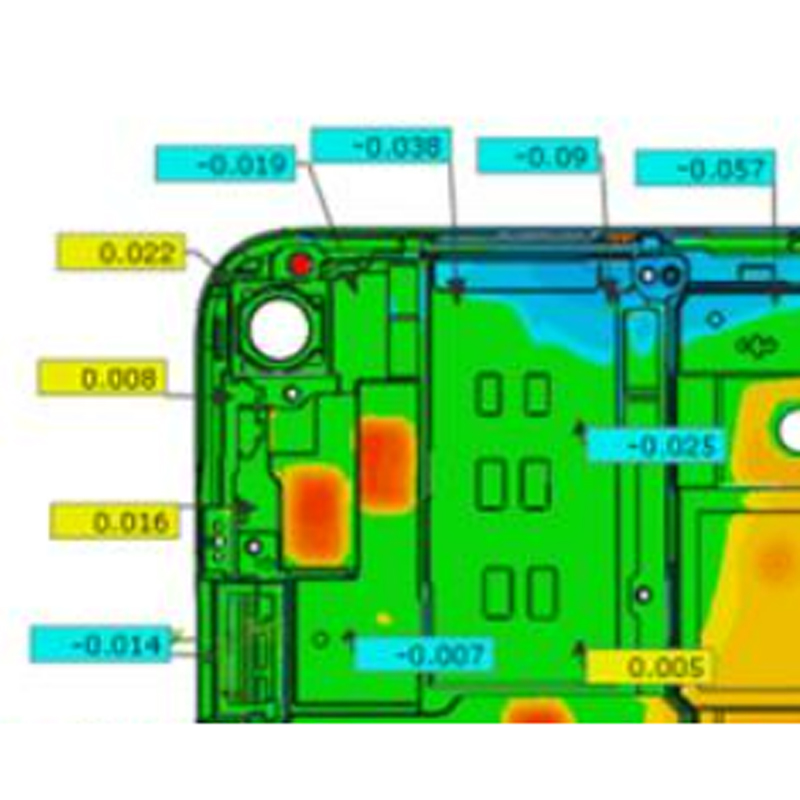
Udskriftsopløsning
Standard lagtykkelse: 100 µm Nøjagtighed: ±0,2% (med en nedre grænse på ±0,2 mm)
Størrelsesbegrænsning 144 x 144 x 174 mm Minimumstykkelse Minimum vægtykkelse 0,8 mm – Med et forhold på 1:6
Ætsning og prægning
Minimumshøjde og -bredde Prægede detaljer: 0,5 mm
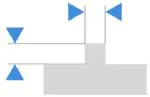
Graveret: 0,5 mm

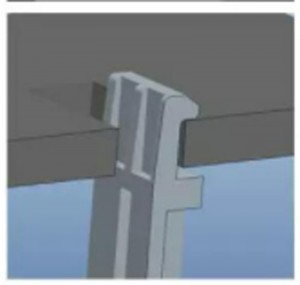
Lukket og sammenlåsende volumen
Lukkede dele? Anbefales ikke. Sammenlåsende dele? Anbefales ikke.

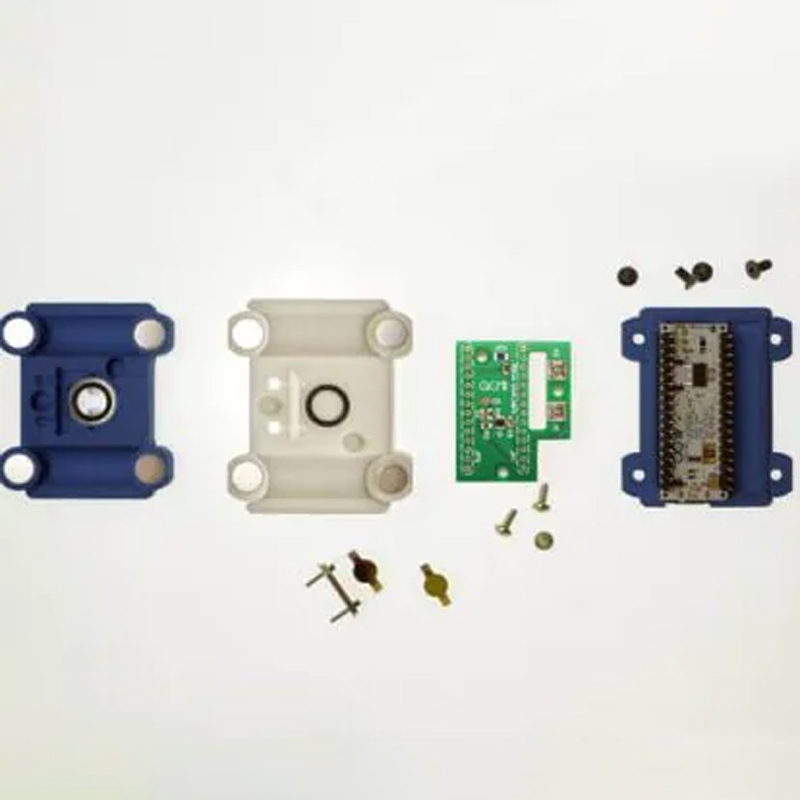
Begrænsning af samling af stykker
Samling? Nej
Ingeniørekspertise og vejledning
Ingeniørteamet vil hjælpe dig med at optimere design af støbedele, GD&T-kontrol og materialevalg. 100% garanti for produktet med høj produktionsgennemførlighed, kvalitet og sporbarhed.
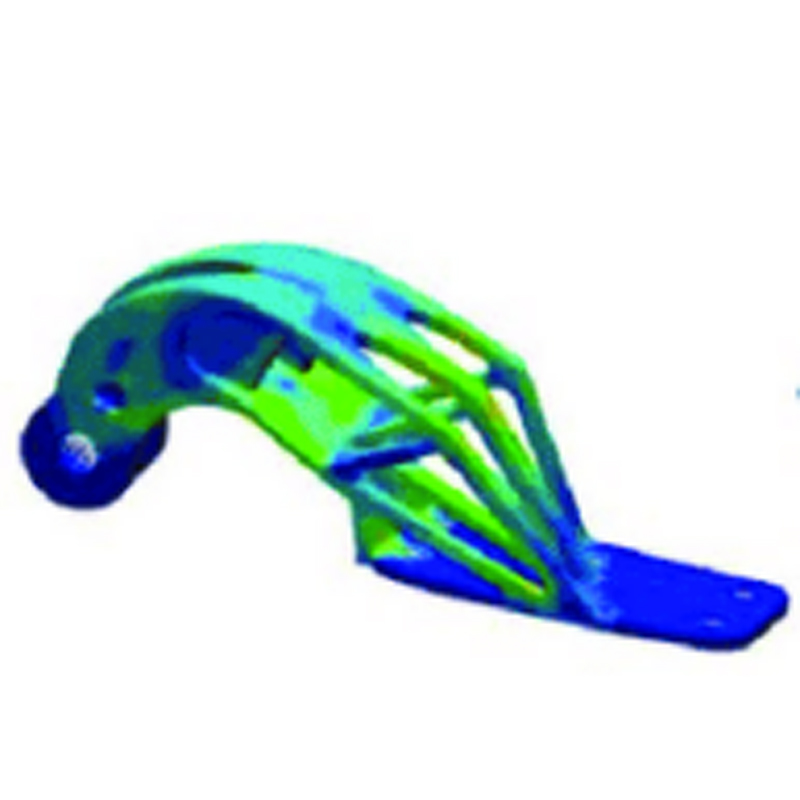
Simulering før skæring af stål
For hver projektion bruger vi mold-flow, Creo og Mastercam til at simulere sprøjtestøbningsprocessen, bearbejdningsprocessen og tegneprocessen for at forudsige problemet, før vi laver fysiske prøver.
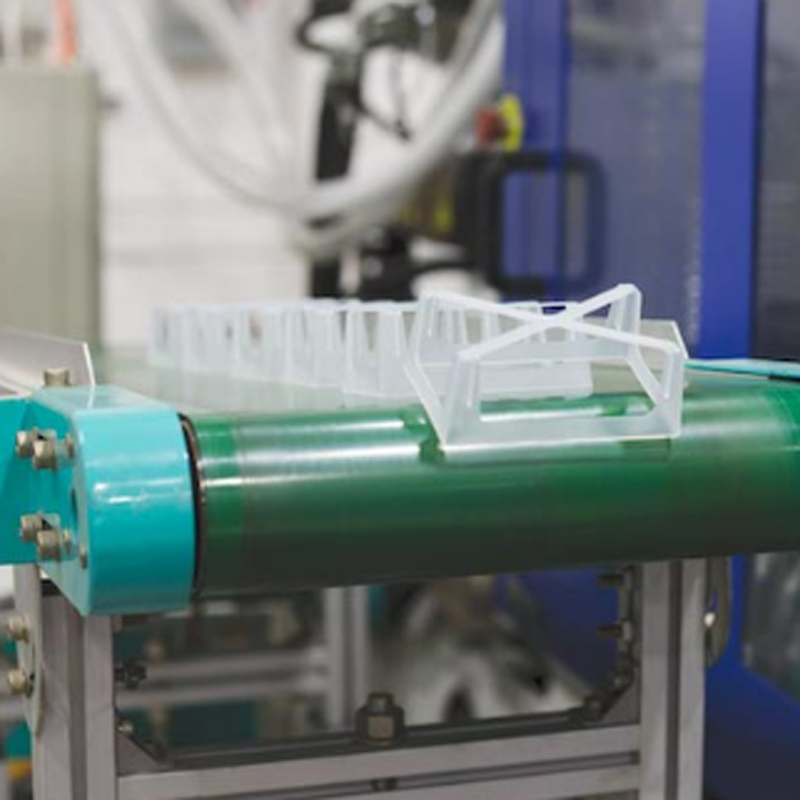
Komplekst produktdesign
Vi har produktionsfaciliteter inden for sprøjtestøbning, CNC-bearbejdning og metalpladefremstilling i topklasse. Dette muliggør komplekst produktdesign med høj præcisionskrav.
Intern proces
Fremstilling af sprøjtestøbning, sprøjtestøbning og anden proces med tampontryk, varmestaking, varmprægning og montering foregår alt sammen internt, så du får meget lave omkostninger og en pålidelig udviklingstid.
Fordele ved SLA-udskrivning

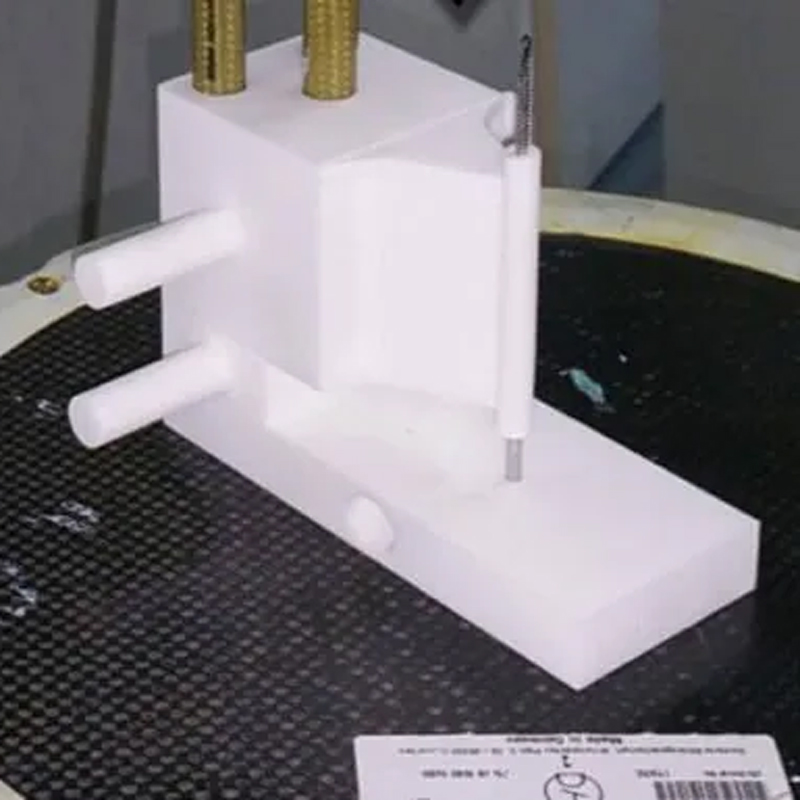
Højt detaljeringsniveau
Hvis du har brug for præcision, er SLA den additive fremstillingsproces, du har brug for til at skabe meget detaljerede prototyper.

Forskellige anvendelser
Fra bilindustrien til forbrugerprodukter bruger mange virksomheder stereolitografi til hurtig prototyping.

Designfrihed
Designdrevet fremstilling giver dig mulighed for at producere komplekse geometrier
SLA-ansøgning

Bilindustrien
Sundhedspleje og medicin

Mekanik

Højteknologi

Industrivarer
Elektronik
SLA vs. SLS vs. FDM
| Ejendommens navn | Stereolitografi | Selektiv lasersintring | Modellering af smeltet aflejring |
| Forkortelse | SLA | SLS | FDM |
| Materialetype | Væske (fotopolymer) | Pulver (polymer) | Faste (filamenter) |
| Materialer | Termoplast (elastomerer) | Termoplaster såsom nylon, polyamid og polystyren; elastomerer; kompositter | Termoplaster såsom ABS, polycarbonat og polyphenylsulfon; elastomerer |
| Maksimal delstørrelse (tommer) | 59,00 x 29,50 x 19,70 | 22,00 x 22,00 x 30,00 | 36,00 x 24,00 x 36,00 |
| Min. funktionsstørrelse (i tommer) | 0,004 | 0,005 | 0,005 |
| Min. lagtykkelse (tommer) | 0,0010 | 0,0040 | 0,0050 |
| Tolerance (i tommer) | ±0,0050 | ±0,0100 | ±0,0050 |
| Overfladefinish | Glat | Gennemsnit | Ru |
| Byggehastighed | Gennemsnit | Hurtig | Langsom |
| Applikationer | Form-/pasningstest, Funktionstest, Hurtige værktøjsmønstre, Klikpasninger, Meget detaljerede dele, Præsentationsmodeller, Høj varmeapplikationer | Form-/pasformtestning, Funktionstestning, Hurtige værktøjsmønstre, Mindre detaljerede dele, Dele med snap-fits og levende hængsler, Høj varmeapplikationer | Form-/pasningstest, Funktionstest, Hurtige værktøjsmønstre, Små detaljerede dele, Præsentationsmodeller, Patient- og fødevareapplikationer, Høj varmeapplikationer |
SLA-fordel
Stereolitografi er hurtig
Stereolitografi er nøjagtig
Stereolitografi arbejder med forskellige materialer
Bæredygtighed
Flerdelte samlinger er mulige
Teksturering er mulig
