SLA
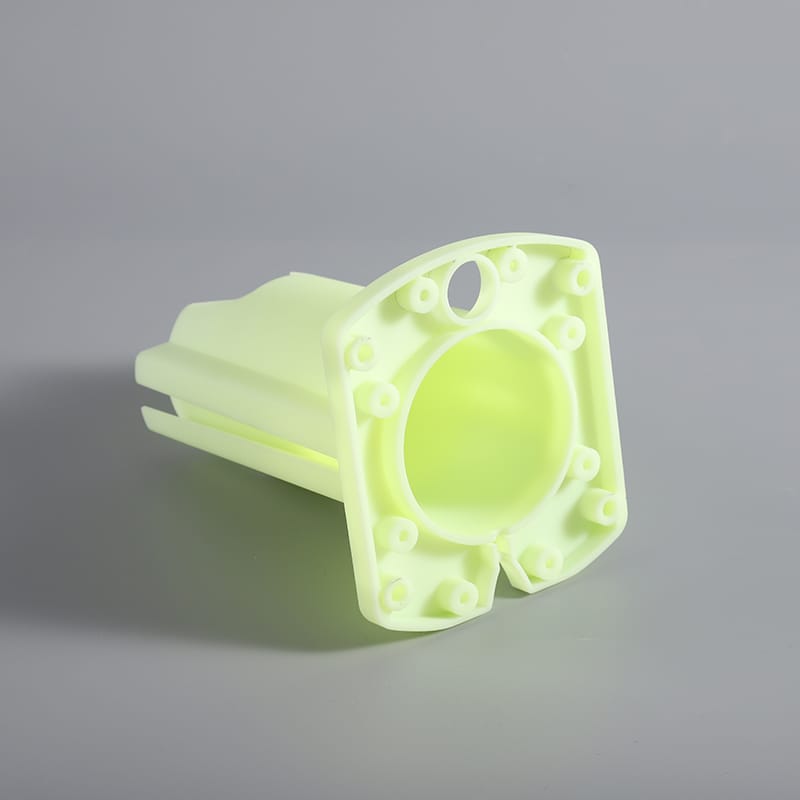
SLA-Design-Leitfaden
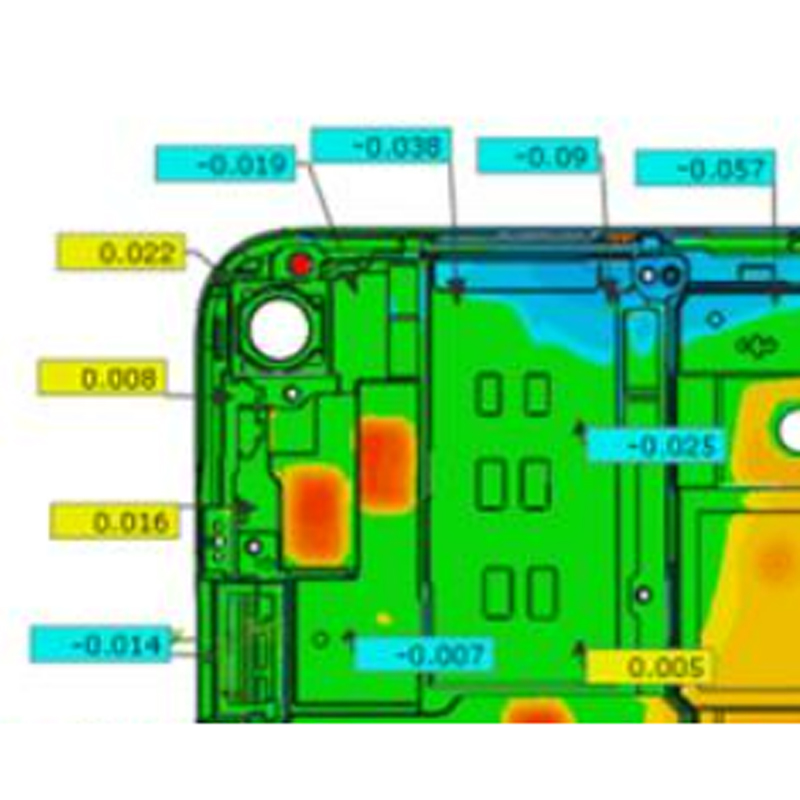
Druckauflösung
Standardschichtdicke: 100 µm Genauigkeit: ±0,2 % (mit einer Untergrenze von ±0,2 mm)
Größenbeschränkung 144 x 144 x 174 mm Mindestdicke Mindestwandstärke 0,8 mm – Im Verhältnis 1:6
Ätzen und Prägen
Mindesthöhe und -breite der geprägten Angaben: 0,5 mm
Graviert: 0,5 mm

Geschlossenes und ineinandergreifendes Volumen
Geschlossene Teile? Nicht empfohlen. Ineinandergreifende Teile? Nicht empfohlen.

Stückmontagebeschränkung
Versammlung? Nein
Technisches Fachwissen und Beratung
Das Engineering-Team unterstützt Sie bei der Optimierung des Formteildesigns, der GD&T-Prüfung und der Materialauswahl. 100 %ige Gewährleistung der hohen Produktionsdurchführbarkeit, Qualität und Rückverfolgbarkeit des Produkts
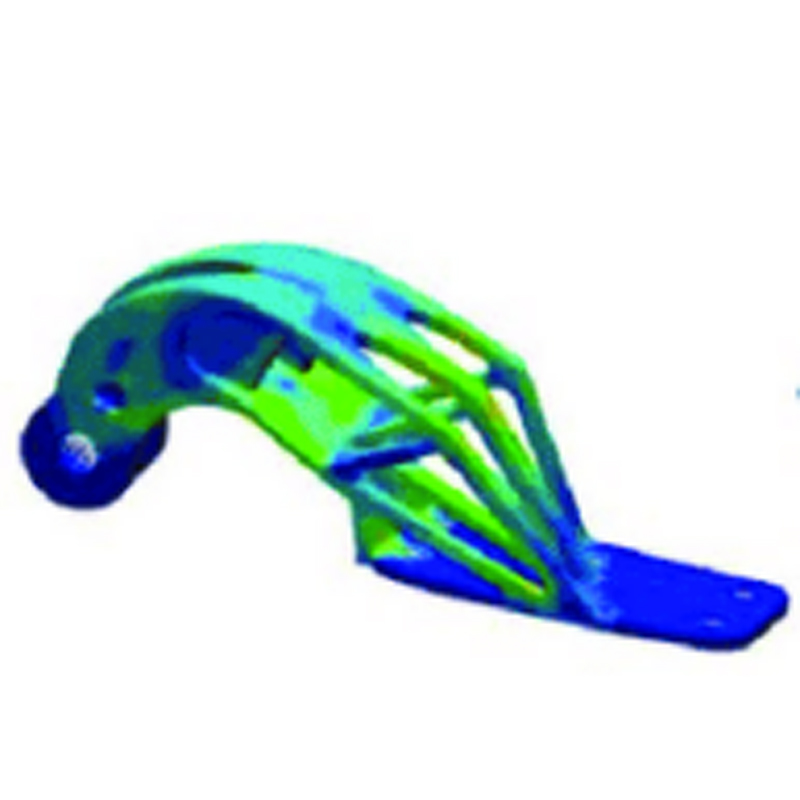
Simulation vor dem Stahlschneiden
Für jede Projektion verwenden wir Mold-Flow, Creo und Mastercam, um den Spritzgussprozess, den Bearbeitungsprozess und den Zeichenprozess zu simulieren und das Problem vorherzusagen, bevor wir physische Proben herstellen.
Komplexes Produktdesign
Wir verfügen über erstklassige Produktionsanlagen für Spritzguss, CNC-Bearbeitung und Blechbearbeitung. Dies ermöglicht komplexes Produktdesign mit hohen Präzisionsanforderungen.
Interner Prozess
Die Herstellung von Spritzgussformen, das Spritzgießen und der zweite Prozess des Tampondrucks, Heißprägens, Heißprägens und der Zusammenbau erfolgen alle im eigenen Haus, sodass Sie von geringen Kosten und einer zuverlässigen Entwicklungsvorlaufzeit profitieren.
Vorteile des SLA-Drucks

Hoher Detaillierungsgrad
Wenn Sie Genauigkeit benötigen, ist SLA das additive Fertigungsverfahren, das Sie für die Erstellung hochdetaillierter Prototypen benötigen.

Vielfältige Einsatzmöglichkeiten
Von der Automobilindustrie bis hin zu Konsumgütern nutzen viele Unternehmen die Stereolithographie für Rapid Prototyping

Gestaltungsfreiheit
Designorientierte Fertigung ermöglicht die Herstellung komplexer Geometrien
SLA-Anwendung

Automobilindustrie
Gesundheitswesen und Medizin

Mechanik

Hightech

Industriegüter
Elektronik
SLA vs. SLS vs. FDM
| Eigenschaftsname | Stereolithographie | Selektives Lasersintern | Fused Deposition Modeling |
| Abkürzung | SLA | SLS | FDM |
| Materialart | Flüssigkeit (Fotopolymer) | Pulver (Polymer) | Festkörper (Filamente) |
| Materialien | Thermoplaste (Elastomere) | Thermoplaste wie Nylon, Polyamid und Polystyrol; Elastomere; Verbundwerkstoffe | Thermoplaste wie ABS, Polycarbonat und Polyphenylsulfon; Elastomere |
| Maximale Teilegröße (Zoll) | 59,00 x 29,50 x 19,70 | 22,00 x 22,00 x 30,00 | 36,00 x 24,00 x 36,00 |
| Minimale Merkmalsgröße (Zoll) | 0,004 | 0,005 | 0,005 |
| Min. Schichtdicke (Zoll) | 0,0010 | 0,0040 | 0,0050 |
| Toleranz (Zoll) | ±0,0050 | ±0,0100 | ±0,0050 |
| Oberflächenbeschaffenheit | Glatt | Durchschnitt | Rauh |
| Build-Geschwindigkeit | Durchschnitt | Schnell | Langsam |
| Anwendungen | Form-/Passformprüfung, Funktionsprüfung, Rapid-Tooling-Muster, Schnappverbindungen, Sehr detaillierte Teile, Präsentationsmodelle, Anwendungen mit hohen Temperaturen | Form-/Passformprüfung, Funktionsprüfung, Rapid-Tooling-Muster, Weniger detaillierte Teile, Teile mit Schnappverbindungen und beweglichen Scharnieren, Anwendungen mit hohen Temperaturen | Form-/Passformprüfung, Funktionsprüfung, Rapid-Tooling-Muster, Kleine Detailteile, Präsentationsmodelle, Patienten- und Lebensmittelanwendungen, Hochtemperaturanwendungen |
SLA-Vorteil
Stereolithographie ist schnell
Stereolithographie ist präzise
Stereolithographie funktioniert mit verschiedenen Materialien
Nachhaltigkeit
Mehrteilige Baugruppen sind möglich
Texturierung ist möglich
