Injekta Mulda Servo

Inĝeniera Kompetenteco kaj Gvidado
La inĝeniera teamo helpos vin optimumigi la dezajnon de mulditaj partoj, kontrolon de GD&T, kaj elekton de materialoj. 100% certigas la produkton kun alta produktadebleco, kvalito kaj spurebleco.
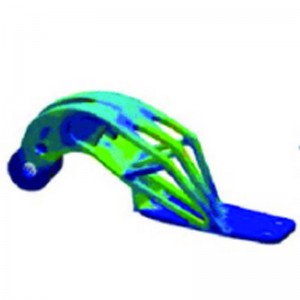
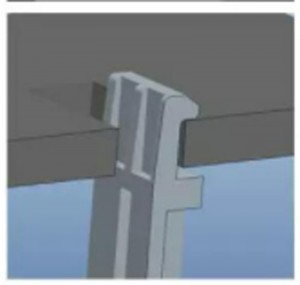
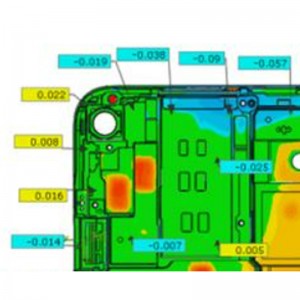
Simulado antaŭ Tranĉado de Ŝtalo
Por ĉiu projekcio, ni uzos muldfluon, Creo, Mastercam por simuli la injektan muldan procezon, maŝinadan procezon, desegnan procezon por antaŭdiri la problemon antaŭ ol fari fizikajn specimenojn.
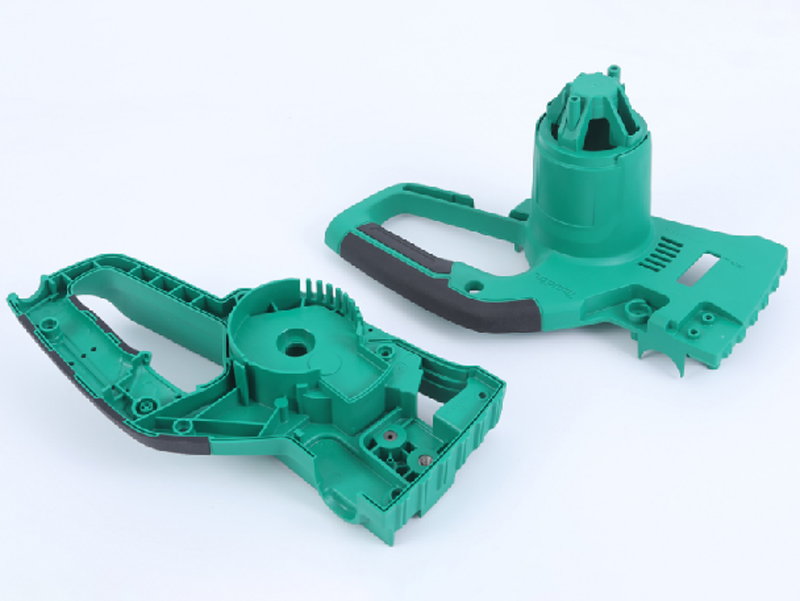
Preciza Kompleksa Produktado
Ni havas la plej bonajn markajn fabrikejojn en injekta muldado, CNC-maŝinado kaj ladfabrikado. Kio ebligas kompleksan, altprecizan produktodezajnon.

Interna procezo
Injekta muldilo-fabrikado, injekta fandado kaj dua procezo de kuseneto-presado, varmo-fiksado, varma stampado, muntado estas ĉiuj interne, do vi havos multe malaltan koston kaj fidindan disvolvan daŭron.
Havebla Procezo
Tromuldado
Supermuldado estas ankaŭ nomata plur-k-injekta muldado. Ĝi estas unika procezo, kiu kombinas du aŭ plurajn materialojn kaj kolorojn kune. Ĝi estas la plej bona maniero atingi plurkolorajn, plurmalmolecajn, plurtavolajn kaj tuŝsentajn produktojn. Ĝi ankaŭ povas esti uzata por unu-injektaj produktoj kun limoj, kiuj ne povus esti atingitaj.
Tromuldado
Supermuldado estas ankaŭ nomata plur-k-injekta muldado. Ĝi estas unika procezo, kiu kombinas du aŭ plurajn materialojn kaj kolorojn kune. Ĝi estas la plej bona maniero atingi plurkolorajn, plurmalmolecajn, plurtavolajn kaj tuŝsentajn produktojn. Ĝi ankaŭ povas esti uzata por unu-injektaj produktoj kun limoj, kiuj ne povus esti atingitaj.


Injekta fandado de likva silikona kaŭĉuko
Likva Silikona Kaŭĉuko (LSR) estas altpreciza silikona fabrikadmetodo. Kaj ĝi estas la sola maniero havi tre klaran (travideblan) kaŭĉukan parton. La silikona parto estas daŭra eĉ je temperaturo de 200 gradoj. Ĝi estas kemia rezisto, manĝtaŭga materialo.
En ŝimornamado
Muldila dekorado (MDE) estas simpla kaj efika procezo. La dekorado okazas interne de la muldilo sen ia antaŭa/sekundara procezo. La dekorado estas kompletigita, inkluzive de malmola tegaĵoprotekto, per nur unufoja fandado. Ĝi permesas al la produkto havi specialajn ŝablonojn, brilon kaj kolorojn.

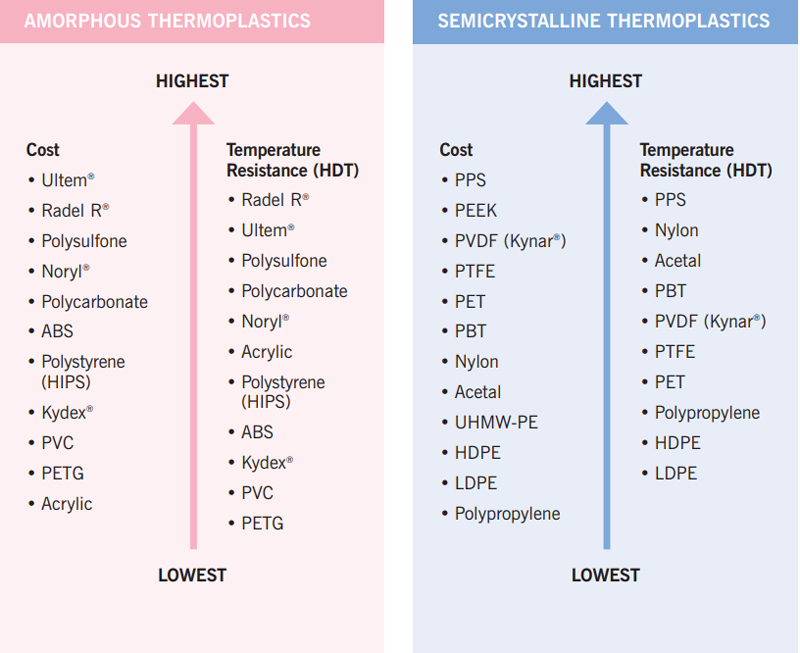
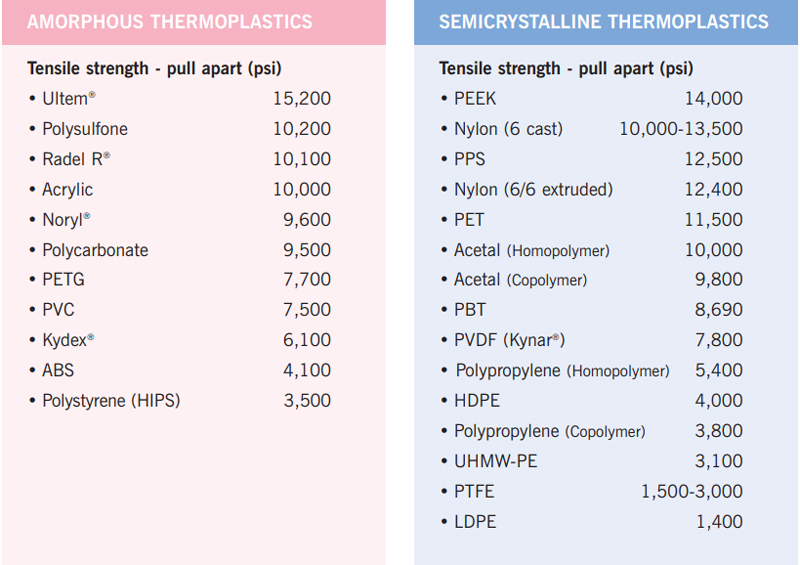
Materiala Selektado
FCE helpos vin trovi la plej bonan materialon laŭ la produktaj postuloj kaj apliko. Ekzistas multaj elektoj sur la merkato, ni ankaŭ rekomendos la markon kaj gradon de rezinoj laŭ kostefikeco kaj stabileco de la provizoĉeno.
Finpoluroj de muldita parto
| Brila | Duonbrila | Mata | Teksturita |
| SPI-A0 | SPI-B1 | SPI-C1 | MT (Moldtech) |
| SPI-A1 | SPI-B2 | SPI-C2 | VDI (Verein Deutscher Ingenieure) |
| SPI-A2 | SPI-B3 | SPI-C3 | YS (Yick Sang) |
| SPI-A3 |
Kapabloj de Plasta Injekta Muldado
Sekundaraj Procezoj
Varmo-fiksado
Varmigu kaj premu metalajn enigaĵojn aŭ aliajn rigidajn materialajn partojn en la produkton. Post kiam la fandita materialo solidiĝas, ili estas kunligitaj. Tipe por latunaj ŝraŭbingoj.
Lasera Gravurado Marku la ŝablonojn sur la produkton per lasero. Kun laser-sentema materialo, ni povas havi blankan laseran markon sur la nigra parto.
Kuseneto-presado/ekranpresado
Presu inkon sur la produktan surfacon, plurkolora superpresado estas akceptita.
NCVM kaj Pentrado Por havi malsaman koloron, krudecon, metalan efikon kaj kontraŭgratan surfacan efikon. Tipe por kosmetikaj produktoj.
Ultrasona Plasta Veldado
Junto duparta kun ultrasona energio, kostefika, bona sigelaĵo kaj kosmetika.

FCE-injektaj muldaj solvoj
De koncepto al realeco
Prototipa ilo
Por rapida konfirmo de dezajno kun reala materialo kaj procezo, rapidaj prototipaj ŝtalaj iloj estas bona solvo. Ĝi povus ankaŭ esti ponto de produktado.
- Neniu minimuma mendlimo
- Kompleksa dezajno atingebla
- 20 mil pafoj ilvivo garantiita
Produktada ilaro
Normale kun malmola ŝtalo, varmokanala sistemo, malmola ŝtalo. La ilvivo estas ĉirkaŭ 500 mil ĝis 1 miliono da kugloj. La unuoprezo estas tre malalta, sed la muldilkosto estas pli alta ol la prototipa ilo.
- Pli ol 1 miliono da pafoj
- Alta efikeco kaj funkciaj kostoj
- Alta produkta kvalito
Tipa Evoluiga Procezo

Citaĵo kun DFx
Kontrolu viajn bezonajn datumojn kaj aplikojn, donu scenarajn ofertojn kun diversaj sugestoj. Simulada raporto estos provizita paralele.

Revizia prototipo (alternativo)
Evoluigi rapidan ilon (1~2 semajnoj) por muldi prototipajn specimenojn por konfirmo de la dezajno kaj mulda procezo

Produktada ŝimdisvolviĝo
Vi povas tuj komenci la produktadon per prototipa ilo. Se la postulo superas milionojn, komencu la produktadon de muldilo kun multkavitacio paralele, kio daŭros ĉirkaŭ 2~5 semajnojn.

Ripetu Ordon
Se vi koncentriĝas pri la mendo, ni povas komenci la liveron ene de 2 tagoj. Se vi ne havas koncentritan mendon, ni povas komenci partan sendon ene de nur 3 tagoj.
Demandoj kaj Respondoj
Kio estas injekta fandado?
Injekta muldado estas la kuniĝo de du grandaj metalaj muldiloj, kie plasta aŭ kaŭĉuka materialo estas injektata en la kavaĵon. La injektataj plastaj materialoj estas fanditaj, ili ne estas vere varmigitaj; la materialo estas premita en la injektilon per la kurpordego. Dum la materialo estas kunpremita, ĝi varmiĝas kaj komencas flui en la muldilojn. Post kiam ĝi malvarmiĝas, la du duonoj denove disiĝas kaj la parto eliras. Ripetu la samajn agojn de fermo kaj malfermo de la muldilo kiel unu cirklo, kaj vi havas pretan serion de injektitaj partoj.
Kiuj industrioj uzas injektan muldadon?
Variecaj kampoj povas esti uzataj en la jenaj:
Medicina kaj Farmacia
Elektroniko
Konstruado
Manĝaĵoj kaj Trinkaĵoj
Aŭtomobila
Ludiloj
Konsumvaroj
Domanaro
Kiuj estas la tipoj de injektaj muldaj procezoj?
Ekzistas pluraj tipoj de injektaj muldaj procezoj, inkluzive de:
Laŭmenda plasta injekta fandado
Tromuldado
Enigu fandadon
Gas-helpata injekta fandado
Injekta fandado de likva silikona kaŭĉuko
Metala injekta fandado
Reaga injekta fandado
Kiom longe daŭras injekta muldilo?
Dependas de pluraj faktoroj: muldilmaterialo, nombro da cikloj, funkciigaj kondiĉoj, kaj malvarmiga/tenprema tempo inter produktadcikloj.
Kio estas la diferenco inter formado kaj muldado?
Kvankam sufiĉe similaj, la diferenco inter formado kaj muldado dependas de iliaj unikaj trajtoj kaj avantaĝoj, depende de la apliko por kiu ili estas uzataj. Injekta muldado estas pli taŭga por grandaj produktadserioj. Termoformado estas pli taŭga por pli mallongaj produktadserioj de grandaj dezajnoj kaj implikas formadon de varmigitaj plastaj folioj al la surfaco de la muldilo.