Enmeti Fandadon

Inĝeniera Kompetenteco kaj Gvidado
La inĝeniera teamo helpos vin optimumigi la dezajnon de mulditaj partoj, kontrolon de GD&T, kaj elekton de materialoj. 100% certigas la produkton kun alta produktadebleco, kvalito kaj spurebleco.
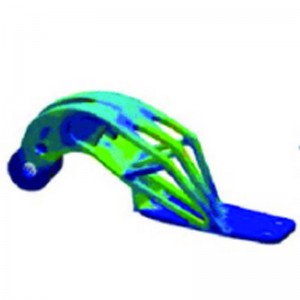
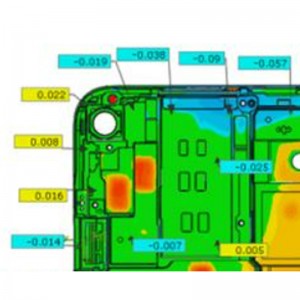
Simulado antaŭ Tranĉado de Ŝtalo
Por ĉiu projekcio, ni uzos muldfluon, Creo, Mastercam por simuli la injektan muldan procezon, maŝinadan procezon, desegnan procezon por antaŭdiri la problemon antaŭ ol fari fizikajn specimenojn.
Preciza Kompleksa Produktado
Ni havas la plej bonajn markajn fabrikejojn en injekta muldado, CNC-maŝinado kaj ladfabrikado. Kio ebligas kompleksan, altprecizan produktodezajnon.

Interna procezo
Injekta muldilo-fabrikado, injekta fandado kaj dua procezo de kuseneto-presado, varmo-fiksado, varma stampado, muntado estas ĉiuj interne, do vi havos multe malaltan koston kaj fidindan disvolvan daŭron.
Enmeti Fandadon
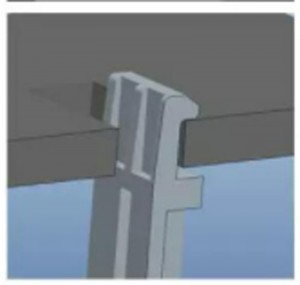
Enigaĵmuldado estas injekta muldadprocezo kiu utiligas enkapsuligon de komponanto en la plastan parton. La procezo konsistas el du necesaj paŝoj.
Unue, preta komponanto estas enigita en la muldilon antaŭ ol la fanda procezo efektive okazas. Due, la fandita plasta materialo estas verŝita en la muldilon; ĝi prenas la formon de la parto kaj kuniĝas kun la antaŭe aldonita parto.
Enigaĵmuldado povas esti farita per vasta gamo da enigaĵoj, materialoj estos kiel ekzemple:
- Metalaj fermiloj
- Tuboj kaj ŝraŭboj
- Lagroj
- Elektraj komponantoj
- Etikedoj, ornamaĵoj kaj aliaj estetikaj elementoj

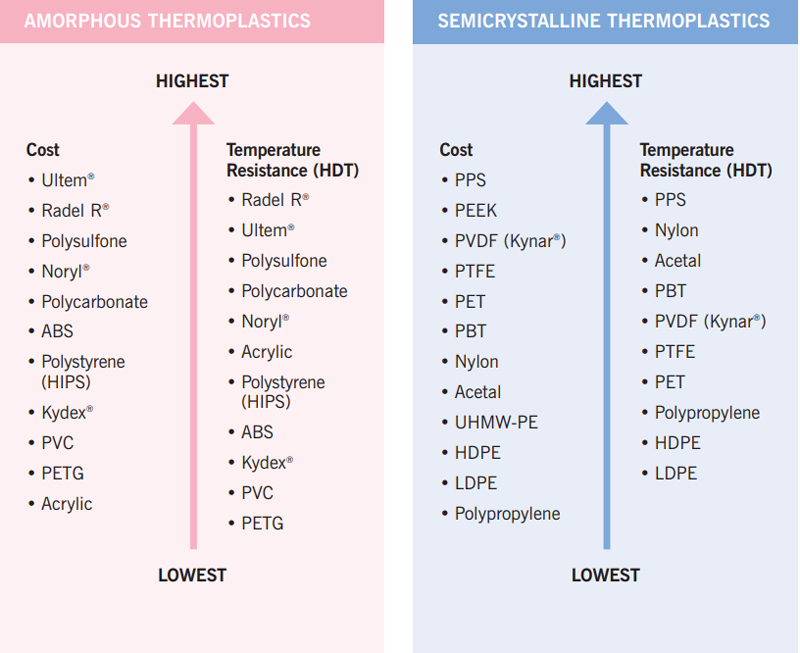
Materiala Selektado
FCE helpos vin trovi la plej bonan materialon laŭ la produktaj postuloj kaj apliko. Ekzistas multaj elektoj sur la merkato, ni ankaŭ rekomendos la markon kaj gradon de rezinoj laŭ kostefikeco kaj stabileco de la provizoĉeno.
Finpoluroj de muldita parto
| Brila | Duonbrila | Mata | Teksturita |
| SPI-A0 | SPI-B1 | SPI-C1 | MT (Moldtech) |
| SPI-A1 | SPI-B2 | SPI-C2 | VDI (Verein Deutscher Ingenieure) |
| SPI-A2 | SPI-B3 | SPI-C3 | YS (Yick Sang) |
| SPI-A3 |
Pliigas Dezajnan Flekseblecon
Enigaĵa fandado permesas al dizajnistoj kaj fabrikantoj fari preskaŭ ajnan specon de formo aŭ dezajno, kiun ili deziris.
Reduktas Muntadajn kaj Laborajn Kostojn
Kombinu plurajn apartajn komponantojn en unu injektan muldadon, igante ĝin pli kostefika. Ĉar enmeta muldado estas unupaŝa procezo, oni multe reduktas muntajn paŝojn kaj laborkostojn.
Pliigas Fidindecon
Fandita plasto fluas libere ĉirkaŭ ĉiu enigaĵo antaŭ ol malvarmiĝi kaj permanente solidiĝi, la enigaĵo estas firme tenata en la plasto
Reduktas Grandecon kaj Pezon
Enigaĵa fandado kreas plastajn partojn, kiuj estas multe pli malgrandaj kaj pli malpezaj, malgraŭ esti pli funkciaj kaj fidindaj ol plastaj partoj faritaj per aliaj metodoj.
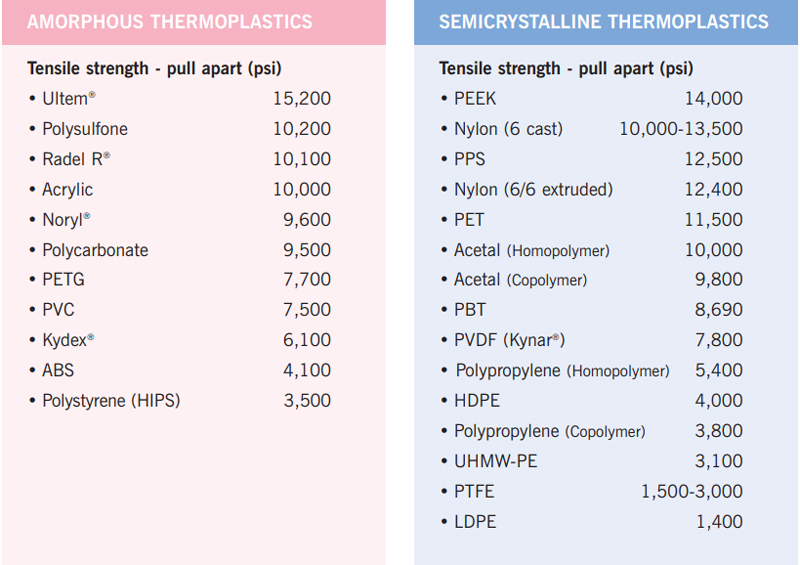
Diverseco de Materialoj
Enigaĵa fandado estas procezo, kiu povas uzi multajn malsamajn specojn de plastaj rezinoj, kiel ekzemple alt-efikecaj termoplastoj.
De Prototipo ĝis Produktado
Rapidaj Dezajnaj Muldiloj
Antaŭvidita maniero por validigo de parta dezajno, konfirmo de malgranda volumeno, paŝoj por produktado
- Neniuj minimumaj kvantoj limigitaj
- Malpli kosta dezajna kongrueca kontrolado
- Komplika dezajno akceptita
Produktada Ilaro
Ideala por volumenproduktaj partoj, la kostoj de prilaborado estas pli altaj ol ĉe Rapid Design Molds, sed permesas pli malaltajn prezojn de partoj
- Ĝis 5 milionoj da fandaj fotoj
- Multkavaĵa prilaborado
- Aŭtomata kaj monitoranta
Tipa Evoluiga Procezo

Citaĵo kun DFx
Kontrolu viajn bezonajn datumojn kaj aplikojn, donu scenarajn ofertojn kun diversaj sugestoj. Simulada raporto estos provizita paralele.

Revizia prototipo (alternativo)
Evoluigi rapidan ilon (1~2 semajnoj) por muldi prototipajn specimenojn por konfirmo de la dezajno kaj mulda procezo

Produktada ŝimdisvolviĝo
Vi povas tuj komenci la produktadon per prototipa ilo. Se la postulo superas milionojn, komencu la produktadon de muldilo kun multkavitacio paralele, kio daŭros ĉirkaŭ 2~5 semajnojn.

Ripetu Ordon
Se vi koncentriĝas pri la mendo, ni povas komenci la liveron ene de 2 tagoj. Se vi ne havas koncentritan mendon, ni povas komenci partan sendon ene de nur 3 tagoj.
Oftaj Demandoj pri Enmetita Muldado
Apliko de enigaĵa fandado
- Teniloj por aparatoj, regiloj kaj asembleoj
- Enkapsuligitaj elektronikaj aparatoj kaj elektraj komponantoj
- Surfadenigitaj ŝraŭboj
- Enkapsuligitaj ingoj, tuboj, stangoj kaj afiŝitaj
- Medicinaj aparatoj kaj instrumentoj
Kio estas la diferenco inter enmetita fandado kaj superfandado?
Enigaĵmuldado estas nur unu el la procezoj uzataj por muldi plaston ĉirkaŭ ne-plasta objekto.
Simple dirite, la ĉefa diferenco estas la nombro da paŝoj necesaj por atingi la finan rezulton.
Aliflanke, enigaĵa fandado faras la samon, sed nur en unu paŝo. La diferenco kuŝas en la maniero kiel la fina produkto estas farita. Ĉi tie, la enigaĵo kaj fandita materialo estas lokigitaj en la muldilon por formi la finan kombinitan produkton.
Unu pli fundamenta diferenco estas, ke enigaĵa fandado ne estas limigita per plasto, inkluzive de metaloj kun malsamaj produktoj.
Supermuldado kutime uziĝas por produkti produktojn kun belaj teksturoj, formoj kaj koloroj, ĉefe faritaj por allogeco sur bretoj. Enmeta fandado uziĝas por krei pli rigidajn produktojn.



