CNC-Maŝinado-Servo

CNC-Maŝinado Disponebla Procezo

CNC-Freziliga Servo
Kun pli ol 50 aroj de 3, 4, kaj 5-aksaj CNC-maŝinoj por provizi la plej altan toleremon ĝis ±0.0008″ (0.02 mm) por precizaj CNC-frezpecoj. Interreta maŝinmetiejo por prototipa maŝinado kaj produktado.
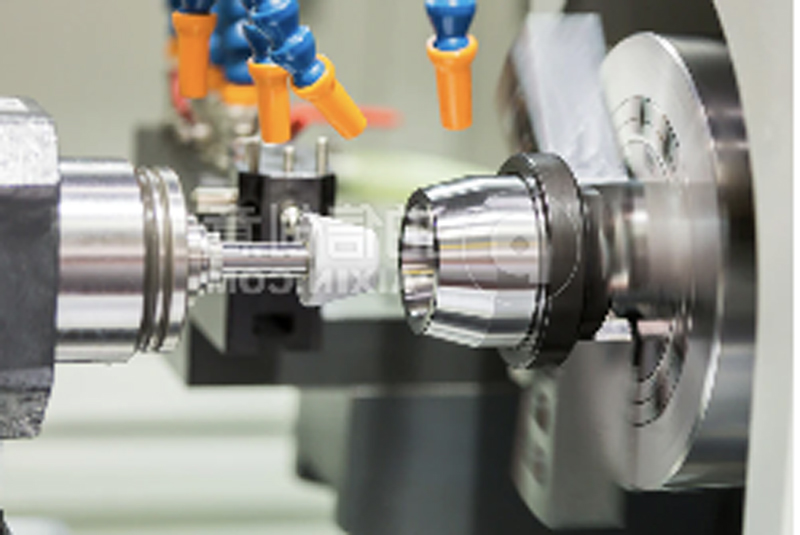
CNC-Turnado-Servo
Pli ol 80 CNC-torniloj kaj CNC-torncentroj povas provizi kostefikajn precizajn maŝinadservojn kun rapida respondo. Pli ol 15 jaroj da profesiaj inĝenieroj subtenas kompleksajn produktojn.

Elektra Malŝarĝa Maŝinado (EDM)
Senkontakta maŝinada metodo por delikataj strukturoj. Ni ofertas du tipojn de elektra-malŝarĝa maŝinada (EDM), dratan EDM kaj sinkeran EDM. La procezoj utilas por tranĉi profundajn poŝojn kaj kompleksajn elementojn kiel dentradojn kaj truojn kun ŝlosilkanalo.
Aplikoj de CNC-Maŝinado
Rapida Prilaborado
CNC-maŝinado estas perfekta solvo por krei fiksaĵojn aŭ muldilojn. CNC-maŝinado povas tranĉi grandan gamon da plene densaj, daŭremaj materialoj kiel aluminio 5052 kaj rustorezista ŝtalo.


Rapida Prototipado
Prototipoj estos pretaj post 1 tago. Ni havas pli ol 20 spertajn maŝinistojn por subteni rapidajn kaj altkvalitajn prototipojn. Gamo da pageblaj metalaj alojoj kaj plastoj povas esti uzataj por prototipoj.
Finuzo-Produktado
Streĉaj tolerancoj de nur +/- 0,001 coloj, konfirmeblaj materialaj elektoj kaj diversaj surfacaj traktadprocezoj faras CNC-maŝinadon bonega teknologio por finuzantaj partoj. Mil pecoj estos pretaj en tagoj.

CNC-Maŝinado Materialoj Selektado----Metalo
FCE helpos vin trovi la plej bonan materialon laŭ la produktaj postuloj kaj apliko. Elektu inter rapidaj kaj kostefikaj opcioj por trovi la plej bonan materialon.
·CNC-Maŝinado de Aluminiaj Alojoj
Aluminio 6061
Aluminio 5052
Aluminio 2024
Aluminio 6063
Aluminio 7050
Aluminio 7075
Aluminio MIC-6
·CNC-Maŝinado de Kupraj Alojoj
Kupro 101
Kupro C110
·CNC-Maŝinado de Bronzaj Alojoj
Kupro C932
·CNC-Maŝinado de Latunaj Alojoj
Kupro 260
Kupro 360
·CNC-Maŝinado de Neoksideblaj Ŝtalaj Alojoj
Nitronic 60 (218 SS)
Neoksidebla ŝtalo 15-5
Neoksidebla ŝtalo 17-4
Neoksidebla ŝtalo 18-8
Neoksidebla ŝtalo 303
Neoksidebla ŝtalo 316/316L
Neoksidebla ŝtalo 416
Neoksidebla ŝtalo 410
Neoksidebla ŝtalo 420
Neoksidebla ŝtalo 440C
· CNC-Maŝinado de Ŝtalaj Alojoj
Ŝtalo 1018
Ŝtalo 1215
Ŝtalo 4130
Ŝtalo 4140
Ŝtalo 4140PH
Ŝtalo 4340
Ŝtalo A36
·CNC-Maŝinado de Titanaj Alojoj
Titanio (Grado 2)
Titanio (Grado 5)
·CNC-Maŝinado de Zinkaj Alojoj
Zinka alojo
CNC-Maŝinado Materialoj Selektado---- Plasto
FCE helpos vin trovi la plej bonan materialon laŭ la produktaj postuloj kaj apliko. Elektu inter rapidaj kaj kostefikaj opcioj por trovi la plej bonan materialon.
·ABS
ABS estas facile maŝinebla per normaj maŝinadteknikoj, kiel torni, frezado, borado kaj segado.
·Akrila
Travidebla vitrosimila plasto, ofte uzata por ekstera uzo. Bonaj eluziĝaj kaj ŝireblaj ecoj.
·Delrino (Acetalo)
Delrin havas bonan reziston al humideco, altan reziston al eluziĝo kaj malaltan frotadon.
·Garolito G10
G10 estas Fortika, maŝinebla kaj elektre izola. Ĝi estas farita el fajrorezista epoksirezino kun vitrofibra ŝtofplifortigo.
·HDPE
Alt-denseca polietileno estas humido- kaj kemiaĵ-rezista plasto kun bona frapforto. Ofte uzata por subĉielaj aplikoj, akvorezistaj ujoj kaj sigeloj.
·Nilono 6/6
Nilono 6/6 pliigis mekanikan forton, rigidecon, bonan stabilecon sub kiu ofertas varmo- kaj/aŭ kemian reziston.
·PC (Polikarbonato)
PC havas superajn mekanikajn kaj strukturajn ecojn. Vaste uzata en aŭtoj, aerspacaj kaj aliaj aplikoj, kiuj postulas daŭripovon kaj stabilecon.
·RIGARDO
PEEK ofte estas uzata kiel malpeza alternativa materialo por metalaj partoj. Ofte uzata en alt-temperaturaj kaj alt-streĉaj aplikoj. PEEK rezistas kemiaĵojn, eluziĝon kaj humidecon, ofertante bonegan tirreziston.
·Polipropileno
Polipropileno estas kemia aŭ korodorezista. Ĝi havas bonegajn elektrajn ecojn kaj malmultan aŭ neniun humidsorbadon. Ĝi portas malpezajn ŝarĝojn dum longa periodo en tre ŝanĝiĝantaj temperaturoj.
·PTFE (Teflono)
PTFE superas plej multajn plastojn rilate al kemia rezisto kaj efikeco en ekstremaj temperaturoj. Ĝi rezistas plej multajn solvilojn kaj estas bonega elektra izolilo.
·UHMW PE
Ultra-alta molekula polietileno. UHMW PE ne sorbas humidon kaj ofertas unikan kombinaĵon de eluziĝo- kaj korodrezisto, alta kemia rezisto, malalta surfaca frotado, kaj alta fraprezisto.
·PVC
PVC estas ofte aplikata en medioj eksponitaj al likvaĵoj aŭ postulas elektran izoladon. Kaj estas ankaŭ tre kemie rezistema sinteza plasto.
CNC-Maŝinado Surfacaj Finpoluroj
Norma (kiel-muelita)
Ĝi estas la plej rapida prilabora procezo. Ĝi havas surfacan malglatecon de 3,2 μm (126 μin). Ĉiuj akraj randoj estas forigitaj, kaj la partoj estas senlavigitaj. Ilmarkoj estas videblaj.

Perleksplodo
La surfaco de la parto restas glata, mata aspekto
Falinta
Ĝi estas la plej rapida prilabora procezo. Ĝi havas surfacan malglatecon de 3,2 μm (126 μin). Ĉiuj akraj randoj estas forigitaj, kaj la partoj estas senlavigitaj. Ilmarkoj estas videblaj.

Anodigita
Partoj povas esti anodigitaj en multaj malsamaj koloroj - travideblaj, nigraj, grizaj, ruĝaj, bluaj, oraj.
Pasivigo
Partoj povas esti anodigitaj en multaj malsamaj koloroj - nigra, travidebla, ruĝa kaj ora.

Pulvora tegaĵo
Partoj povas esti anodigitaj en multaj malsamaj koloroj - nigra, travidebla, ruĝa kaj ora.
Gvidlinioj pri Dezajno de CNC-Maŝinado
| Trajto | Priskribo |
| Internaj angulaj fileoj | Planu internajn angulajn fileojn por esti 0,020" - 0,050" pli grandaj ol norma borilgrandeco por la radiusoj. Sekvu rilatumon inter borildiametro kaj profundo de 1:6 (1:4 rekomendita) kiel gvidlinion por internaj angulaj radiusoj. |
| Plankaj fileoj | Dezajnu plankajn fileojn pli malgrandajn ol angulajn fileojn por permesi al la sama ilo forigi materialon de la interno. |
| Subfosadoj | Ĉiam planu subtranĉojn laŭ normaj grandecoj kaj for de anguloj, por ke ili estu alireblaj per la tranĉilo. |
| Profundo de frapetita/surfadenita truo | Provizu ilan liberan spacon iomete preter la profundo de la frapetita truo por certigi kompletajn fadenojn. |
| Komplekseco | Minimumigu la nombron de malgrandaj tranĉoj por redukti la kostojn de CNC-maŝinado; dezajnu nur la necesajn trajtojn por balanci funkcion kun estetiko. |
CNC-Maŝinado-Toleramoj
| Trajto | Priskribo |
| Maksimuma Parta Grandeco | Frezitaj partoj ĝis 80” x 48” x 24” (2 032 x 1 219 x 610 mm). Tornitaj partoj ĝis 62” (1 575 mm) longo kaj 32” (813 mm) diametro. |
| Norma Plua Tempo | 3 labortagoj |
| Ĝeneralaj Tolerancoj | Toleremo por metaloj estos tenata je +/- 0,005 coloj (+/- 0,127 mm) laŭ ISO 2768 krom se alie specifite. Plastoj kaj kompozitoj estos +/- 0,010 coloj. |
| Precizaj Tolerancoj | FCE povas fabriki kaj inspekti laŭ striktaj tolerancoj laŭ viaj desegnaj specifoj, inkluzive de GD&T-vokoj. |
| Minimuma Trajtograndeco | 0,020 coloj (0,50 mm). Ĉi tio povas varii depende de la geometrio de la parto kaj la elektita materialo. |
| Fadenoj kaj Tapitaj Truoj | FCE povas akcepti ajnan norman fadengrandecon. Ni ankaŭ povas maŝinprilabori specialajn fadenojn; tiuj postulos manan revizion de oferto. |
| Randa Kondiĉo | Akraj randoj estas rompitaj kaj senbuŝigitaj defaŭlte |
| Surfaca Finpoluro | La norma finpoluro estas kiel maŝinita: 125 Ra aŭ pli bona. Pliaj finpoluraj opcioj povas esti specifitaj dum petado de oferto. |
Nia Kvalitpromeso