Szolgáltatási szint megállapodás
SLA tervezési útmutató
Nyomtatási felbontás
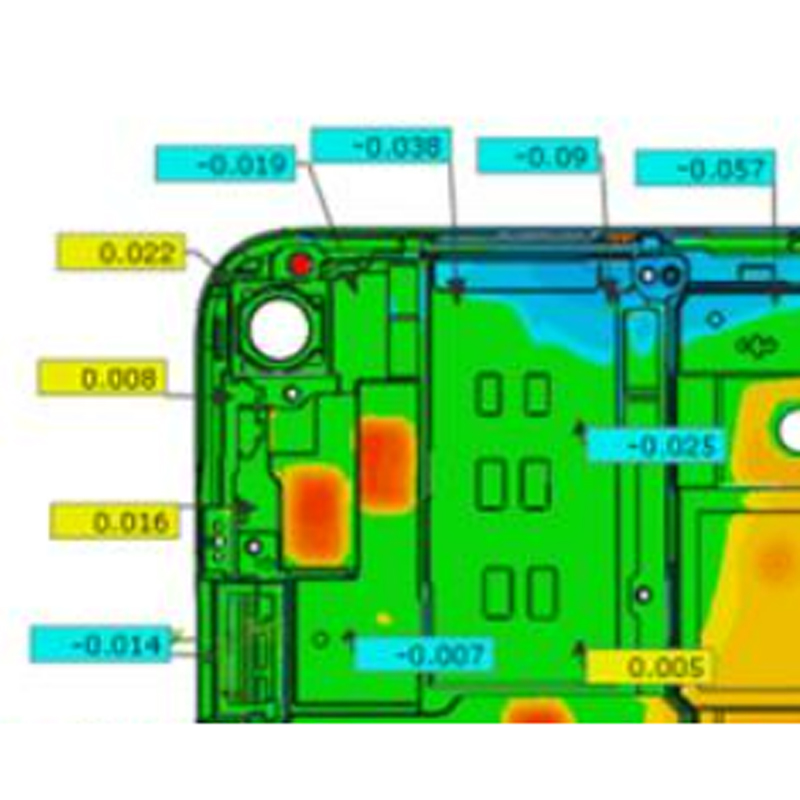
Standard rétegvastagság: 100 µm Pontosság: ±0,2% (alsó határérték ±0,2 mm)
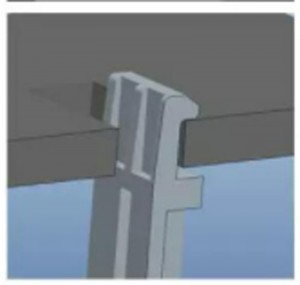
Méretkorlátozás 144 x 144 x 174 mm Minimális vastagság Minimális falvastagság 0,8 mm – 1:6 arányban
Maratás és dombornyomás
Minimális magasság és szélesség részletei Dombornyomott: 0,5 mm
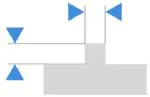
Gravírozott: 0,5 mm

Zárt és egymásba illeszkedő térfogat
Zárt alkatrészek? Nem ajánlott. Egymásra illeszkedő alkatrészek? Nem ajánlott.

Darab összeszerelési korlátozás
Gyűlés? Nem
Mérnöki szakértelem és útmutatás
A mérnöki csapat segít optimalizálni a fröccsöntött alkatrészek tervezését, a GD&T ellenőrzést és az anyagválasztást. 100%-ban garantáljuk a termék magas gyártási megvalósíthatóságát, minőségét és nyomon követhetőségét.
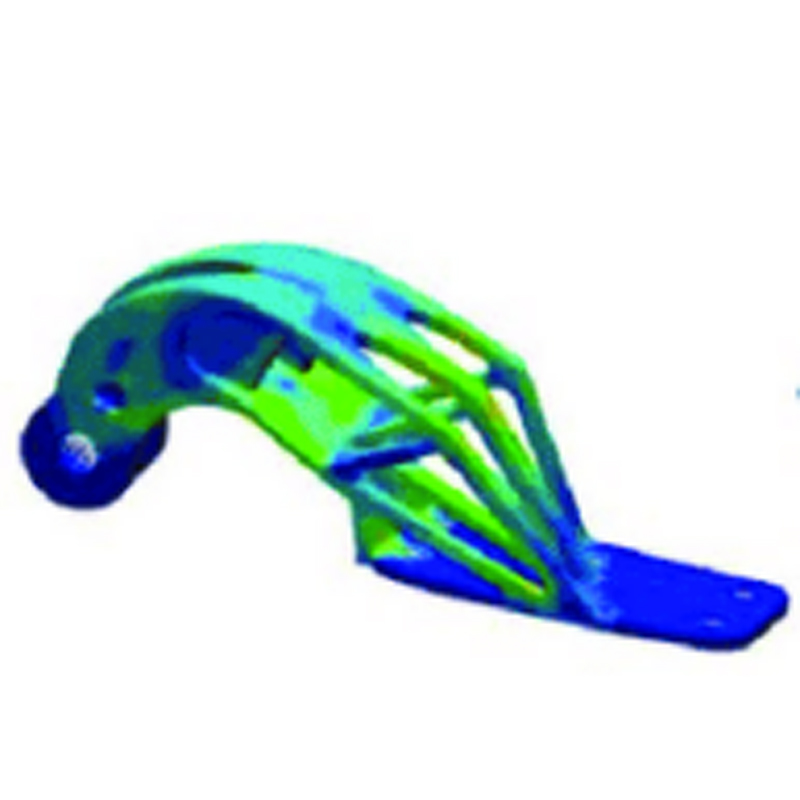
Szimuláció acélvágás előtt
Minden vetülethez mold-flow, Creo és Mastercam szoftvereket fogunk használni a fröccsöntési folyamat, a megmunkálási folyamat és a rajzolási folyamat szimulálására, hogy megjósoljuk a problémát a fizikai minták elkészítése előtt.
Komplex terméktervezés
A legjobb márkájú gyártóüzemekkel rendelkezünk fröccsöntés, CNC megmunkálás és lemezmegmunkálás területén. Ez lehetővé teszi az összetett, nagy pontosságú terméktervezést.
Házon belüli folyamat
A fröccsöntőforma-gyártás, a fröccsöntés és a tamponnyomás második folyamata, a hőstackeltetés, a meleg sajtolás és az összeszerelés mind házon belül történik, így sokkal alacsonyabb költséggel és megbízható fejlesztési átfutási idővel rendelkezik.
Az SLA nyomtatás előnyei

Magas szintű részletgazdagság
Ha pontosságra van szüksége, az SLA az additív gyártási eljárás, amellyel rendkívül részletes prototípusokat hozhat létre.

Különböző alkalmazások
Az autóipartól a fogyasztási cikkekig számos vállalat használja a sztereolitográfiát a gyors prototípusgyártáshoz

Tervezési szabadság
A tervezésvezérelt gyártás lehetővé teszi összetett geometriák előállítását
SLA-kérelem

Autóipar
Egészségügy és orvosi

Mechanika

Csúcstechnológia

Ipari áruk
Elektronika
SLA vs. SLS vs. FDM
| Ingatlan neve | Sztereolitográfia | Szelektív lézeres szinterezés | Olvasztott lerakódás modellezése |
| Rövidítés | Szolgáltatási szint megállapodás | SLS | FDM |
| Anyagtípus | Folyékony (fotopolimer) | Por (polimer) | Szilárd (szálak) |
| Anyagok | Hőre lágyuló műanyagok (elasztomerek) | Hőre lágyuló műanyagok, például nejlon, poliamid és polisztirol; elasztomerek; kompozitok | Hőre lágyuló műanyagok, például ABS, polikarbonát és polifenilszulfon; elasztomerek |
| Max. alkatrészméret (hüvelykben) | 59,00 × 29,50 × 19,70 | 22,00 × 22,00 × 30,00 | 36,00 × 24,00 × 36,00 |
| Minimális jellemzőméret (hüvelykben) | 0,004 | 0,005 | 0,005 |
| Minimális rétegvastagság (hüvelykben) | 0,0010 | 0,0040 | 0,0050 |
| Tolerancia (hüvelykben) | ±0,0050 | ±0,0100 | ±0,0050 |
| Felületkezelés | Sima | Átlagos | Durva |
| Építési sebesség | Átlagos | Gyors | Lassú |
| Alkalmazások | Alak-/illeszkedésvizsgálat, Funkcionális tesztelés, Gyors szerszámozási minták, Pattanós illesztések, Nagyon részletes alkatrészek, Prezentációs modellek, Magas hőmérsékletű alkalmazások | Alak-/illeszkedésvizsgálat, Funkcionális tesztelés, Gyors szerszámozási minták, Kevésbé részletes alkatrészek, Bepattintható és élő csuklópántos alkatrészek, Magas hőmérsékletű alkalmazások | Alak-/illeszkedésvizsgálat, Funkcionális tesztelés, Gyors szerszámozási minták, Kis részletességű alkatrészek, Bemutató modellek, Beteg- és élelmiszeripari alkalmazások, Magas hőmérsékletű alkalmazások |
SLA előny
A sztereolitográfia gyors
A sztereolitográfia pontos
A sztereolitográfia különböző anyagokkal működik
Fenntarthatóság
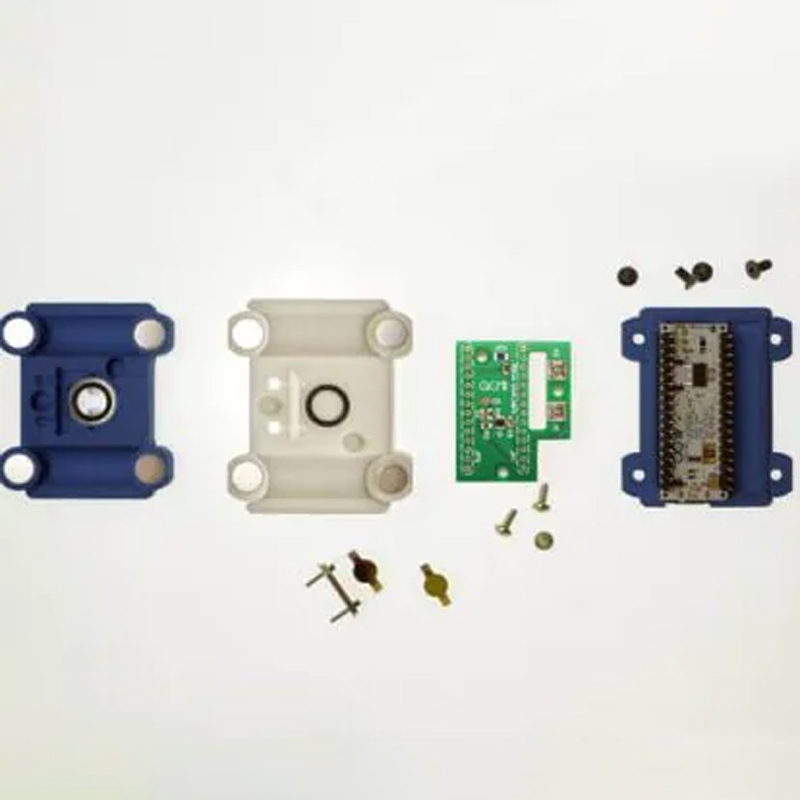
Több részből álló összeszerelések lehetségesek
A textúrázás lehetséges
