CNC megmunkálási szolgáltatás

CNC megmunkálás elérhető folyamat

CNC marási szolgáltatás
Több mint 50 darab 3, 4 és 5 tengelyes CNC gépből álló készlettel rendelkezünk, amelyek a legmagasabb, akár ±0,0008 hüvelykes (0,02 mm) tűréshatárt biztosítják precíziós CNC maróalkatrészek készítéséhez. Online gépműhely prototípus-megmunkáláshoz és gyártáshoz.
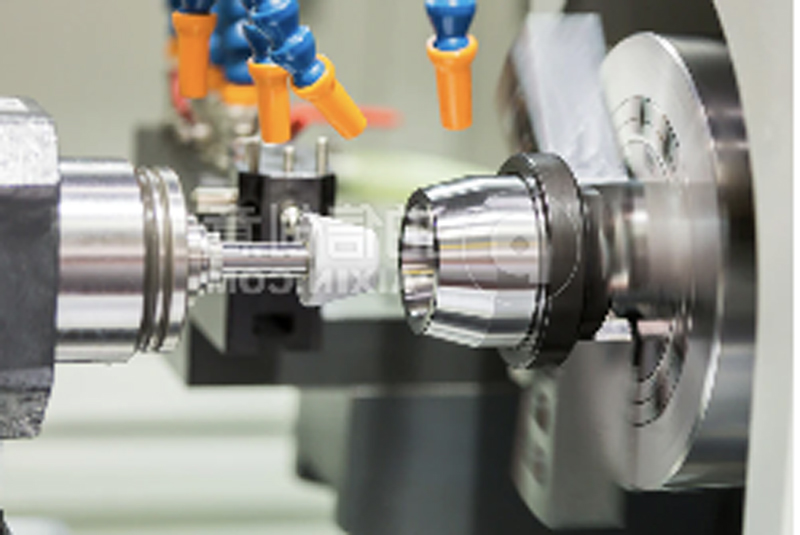
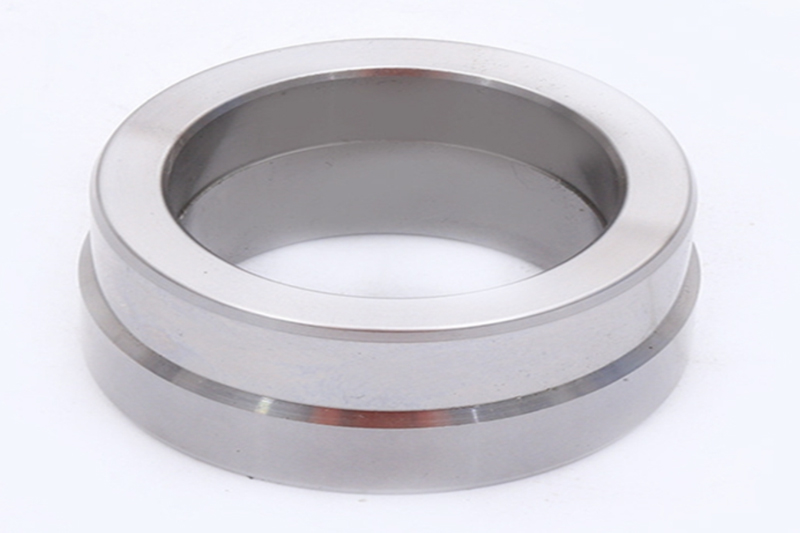
CNC esztergálási szolgáltatás
Több mint 80 CNC esztergával és CNC esztergáló központtal költséghatékony precíziós megmunkálási szolgáltatásokat kínálunk gyors reagálással. Több mint 15 éves szakmérnöki tapasztalattal rendelkezünk komplex termékek támogatásához.

Elektromos szikraforgácsolás (EDM)
Érintésmentes megmunkálási módszer kényes szerkezetekhez. Kétféle szikraforgácsolási (EDM) eljárást kínálunk: huzalos szikraforgácsolást és süllyesztő szikraforgácsolást. Ezek az eljárások mély zsebek és összetett elemek, például fogaskerekek és reteszhornyos furatok megmunkálására alkalmasak.
CNC megmunkálási alkalmazások
Gyors szerszámozás
A CNC megmunkálás tökéletes megoldás szerelvények vagy öntőformák létrehozására. A CNC megmunkálással sokféle, teljesen tömör, tartós anyagot lehet megmunkálni, mint például az 5052-es alumíniumot és a rozsdamentes acélt.


Gyors prototípusgyártás
Prototípusok 1 nap alatt elkészülnek. Több mint 20 képzett gépészünk támogatja a gyors és kiváló minőségű prototípusok elkészítését. A prototípusokhoz különféle megfizethető fémötvözetek és műanyagok alkalmazhatók.
Végfelhasználású termelés
A szűk, akár +/- 0,001”-es tűrések, a tanúsítható anyagopciók és a különféle felületkezelési eljárások kiváló technológiává teszik a CNC megmunkálást a végfelhasználói alkatrészek számára. Ezreknyi darab elkészítése napok alatt.

CNC megmunkáló anyagok kiválasztása ---- Fém
Az FCE segít megtalálni a termékkövetelményeknek és az alkalmazásnak megfelelő legjobb anyagot. Válasszon a gyors és költséghatékony lehetőségek közül a legjobb anyag megtalálásához.
·CNC megmunkálás alumíniumötvözetekből
Alumínium 6061
Alumínium 5052
Alumínium 2024
Alumínium 6063
Alumínium 7050
Alumínium 7075
Alumínium MIC-6
·Rézötvözetek CNC megmunkálása
Réz 101
Réz C110
·CNC megmunkálás bronzötvözetekből
Réz C932
·CNC megmunkálás sárgarézötvözetek
Réz 260
Réz 360
·CNC megmunkálás rozsdamentes acélötvözetekhez
Nitronic 60 (218 SS)
Rozsdamentes acél 15-5
Rozsdamentes acél 17-4
18-8 rozsdamentes acél
303-as rozsdamentes acél
316/316L rozsdamentes acél
Rozsdamentes acél 416
Rozsdamentes acél 410
420-as rozsdamentes acél
440C rozsdamentes acél
· CNC megmunkáló acélötvözetek
1018-as acél
1215-ös acél
4130-as acél
4140-es acél
4140PH acél
4340-es acél
A36 acél
·CNC megmunkálás titánötvözetekből
Titán (2. osztály)
Titán (5. osztály)
·CNC megmunkálás cinkötvözetekből
Cinkötvözet
CNC megmunkáló anyagok kiválasztása ---- Műanyag
Az FCE segít megtalálni a termékkövetelményeknek és az alkalmazásnak megfelelő legjobb anyagot. Válasszon a gyors és költséghatékony lehetőségek közül a legjobb anyag megtalálásához.
·ABS
Az ABS könnyen megmunkálható hagyományos megmunkálási technikákkal, például esztergálással, marással, fúrással és fűrészeléssel.
·Akril
Átlátszó, üvegszerű műanyag, amelyet általában kültéri használatra használnak. Jó kopás- és elhasználódási tulajdonságokkal rendelkezik.
·Delrin (acetál)
A Delrin jó nedvességállósággal, nagy kopásállósággal és alacsony súrlódással rendelkezik.
·Garolite G10
A G10 erős, megmunkálható és elektromosan szigetelő. Lángálló epoxigyantából készült, üvegszálas szöveterősítéssel.
·HDPE
A nagy sűrűségű polietilén egy nedvesség- és vegyszerálló műanyag, jó ütésállósággal. Általában kültéri alkalmazásokhoz, vízálló tartályokhoz és tömítésekhez használják.
· Nejlon 6/6
A 6/6-os nylon fokozott mechanikai szilárdságot, merevséget, jó stabilitást biztosít hő- és/vagy vegyi ellenállást biztosít.
·PC (Polikarbonát)
A PC kiváló mechanikai és szerkezeti tulajdonságokkal rendelkezik. Széles körben használják az autóiparban, a repülőgépiparban és más olyan alkalmazásokban, amelyek tartósságot és stabilitást igényelnek.
·KANDIKÁL
A PEEK-et gyakran használják könnyű alternatív anyagként fém alkatrészekhez. Általában magas hőmérsékletű, nagy igénybevételnek kitett alkalmazásokban alkalmazzák. A PEEK ellenáll a vegyszereknek, a kopásnak és a nedvességnek, kiváló szakítószilárdságot biztosítva.
·Polipropilén
A polipropilén kémiai és korrózióálló. Kiváló elektromos tulajdonságokkal rendelkezik, és csekély vagy semmilyen nedvességfelvételt nem mutat. Hosszú ideig, széles hőmérsékleti ingadozások mellett is könnyű terhelést visel el.
·PTFE (teflon)
A PTFE felülmúlja a legtöbb műanyagot a vegyi ellenállás és a szélsőséges hőmérsékleti teljesítmény tekintetében. Ellenáll a legtöbb oldószernek, és kiváló elektromos szigetelő.
·UHMW PE
Ultra nagy molekulatömegű polietilén. Az UHMW PE nem szívja magába a nedvességet, és egyedülálló kombinációját kínálja a kopás- és korrózióállóságnak, a magas vegyi ellenállásnak, az alacsony felületi súrlódásnak és a nagy ütésállóságnak.
·PVC
A PVC-t gyakran alkalmazzák folyadékoknak kitett vagy elektromos szigetelést igénylő környezetben. Emellett rendkívül vegyszerálló szintetikus műanyag is.
CNC megmunkálás felületkezelése
Standard (mart minták)
Ez a leggyorsabb fordulópontos megmunkálási folyamat. A felületi érdesség 3,2 μm (126 μin). Minden éles szélet eltávolít, és az alkatrészeket sorjátlanítja. A szerszámnyomok láthatók.

Gyöngyrobbanás
Az alkatrész felülete sima, matt megjelenést kap
Zuhant
Ez a leggyorsabb fordulópontos megmunkálási folyamat. A felületi érdesség 3,2 μm (126 μin). Minden éles szélet eltávolít, és az alkatrészeket sorjátlanítja. A szerszámnyomok láthatók.

Eloxált
Az alkatrészek sokféle színben eloxálhatók – átlátszó, fekete, szürke, piros, kék, arany.
Passziválás
Az alkatrészek sokféle színben eloxálhatók – fekete, átlátszó, piros és arany.

Porfestés
Az alkatrészek sokféle színben eloxálhatók – fekete, átlátszó, piros és arany.
CNC megmunkálási tervezési irányelvek
| Jellemző | Leírás |
| Belső saroklekerekítések | A belső saroklekerekítéseket úgy tervezze, hogy azok 0,020” - 0,050”-rel nagyobbak legyenek a szabványos fúróméretnél a sugarakhoz. A belső saroksugarak esetében irányadóként 1:6 fúróátmérő/mélység arányt kell követni (1:4 ajánlott). |
| Padlószegélyek | A saroklekerekítéseknél kisebb padlólekerekítéseket tervezzen, hogy ugyanazzal az eszközzel eltávolíthassa az anyagot a belső térből. |
| Alsóvágások | Az alámetszéseket mindig szabványos méretekben és a sarkoktól távol tervezze meg, hogy a vágószerszám hozzáférhessen. |
| Menetes furatmélység | A teljes menet érdekében hagyjon szerszámhézagot a menetmélységnél kissé nagyobb mélységben. |
| Bonyolultság | A CNC megmunkálási költségek csökkentése érdekében a kis vágások számát tartsa minimálisra; csak a szükséges jellemzőket tervezze meg, hogy a funkció és az esztétika egyensúlyban legyen. |
CNC megmunkálási tűrések
| Jellemző | Leírás |
| Maximális alkatrészméret | Mart alkatrészek akár 80” x 48” x 24” (2032 x 1219 x 610 mm) méretig. Esztergált alkatrészek akár 62” (1575 mm) hosszúságig és 32” (813 mm) átmérőig. |
| Standard átfutási idő | 3 munkanap |
| Általános tűrések | A fémek tűrései az ISO 2768 szabványnak megfelelően +/- 0,005"-en (+/- 0,127 mm) belül maradnak, hacsak másképp nincs meghatározva. A műanyagok és kompozitok tűrése +/- 0,010" lesz. |
| Precíziós tűrések | Az FCE a rajzi specifikációknak megfelelően, szigorú tűréshatárokkal tudja gyártani és ellenőrizni, beleértve a GD&T előírásokat is. |
| Minimális funkcióméret | 0,020” (0,50 mm). Ez az alkatrész geometriájától és a választott anyagtól függően változhat. |
| Menetek és menetes furatok | Az FCE bármilyen szabványos menetméretet képes kezelni. Egyedi meneteket is megmunkálunk; ezekhez manuális árajánlat-ellenőrzés szükséges. |
| Él állapota | Az éles szélek alapértelmezés szerint le vannak törve és sorjátlanítva |
| Felületkezelés | A standard felületkezelés a megmunkált állapotból származik: 125 Ra vagy jobb. További felületkezelési opciók kérhetők árajánlat kérésekor. |
Minőségi ígéretünk