CNC vinnsluþjónusta

CNC vinnsla í boði

CNC fræsingarþjónusta
Með yfir 50 settum af 3, 4 og 5 ása CNC vélum til að veita hæstu vikmörk allt að ±0,0008″ (0,02 mm) nákvæmum CNC fræsihlutum. Vefverslun með vélum fyrir frumgerðavinnslu og framleiðslu.
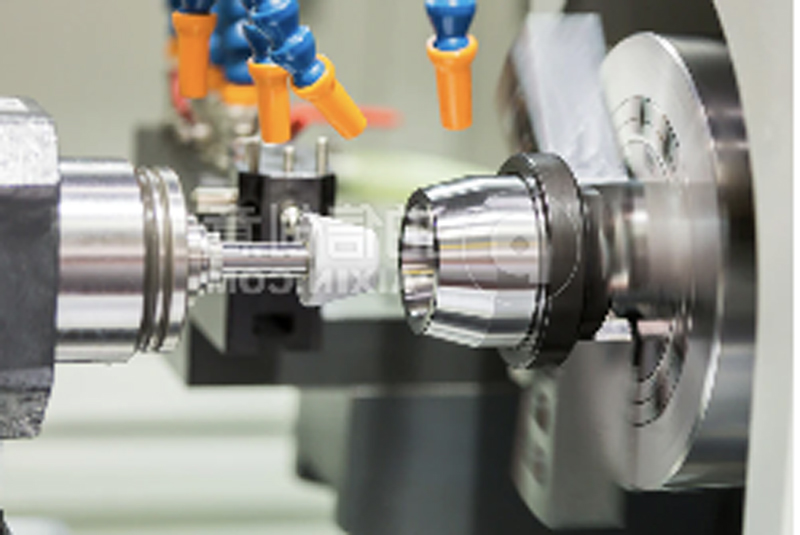
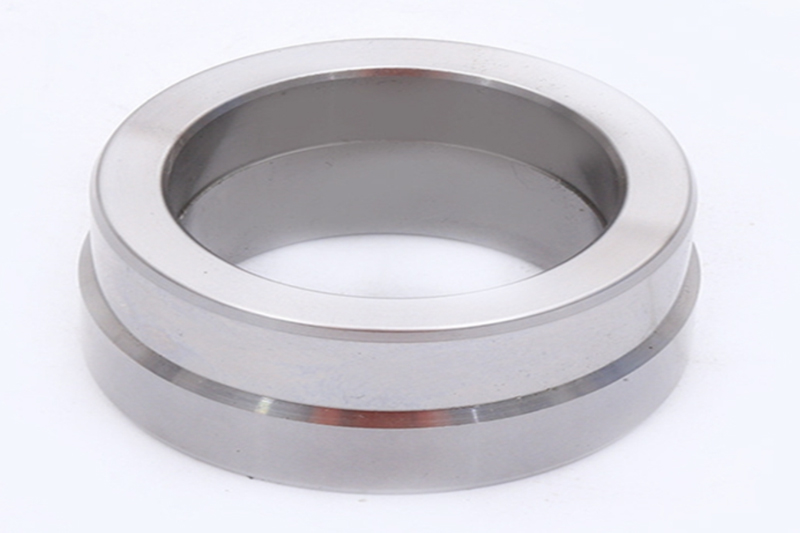
CNC beygjuþjónusta
Yfir 80 CNC rennibekkir og CNC beygjustöðvar, geta veitt hagkvæma nákvæmnivinnsluþjónustu með skjótum viðbrögðum. Yfir 15 ára reynsla af faglegum verkfræðingum til að aðstoða við flóknar vörur.

Rafmagnsútblástursvinnsla (EDM)
Snertilaus vinnsluaðferð fyrir viðkvæmar mannvirki. Við bjóðum upp á tvær gerðir af rafmagnsúthleðsluvinnsluferlum (EDM), vírsnúning og sökkvunarsnúning. Ferlarnir eru gagnlegir til að skera djúpa vasa og flókna hluti eins og gír og göt með lykilgangi.
CNC vinnsluforrit
Hraðverkfæri
CNC-vinnsla er fullkomin lausn til að búa til festingar eða mót. CNC-vinnsla getur skorið fjölbreytt úrval af þéttum, endingargóðum efnum eins og ál 5052 og ryðfríu stáli.


Hraðfrumgerð
Frumgerðir verða tilbúnar á einum degi. Við höfum yfir 20 hæfa vélvirkja til að styðja við hraða og hágæða frumgerðir. Hægt er að nota fjölbreytt úrval af hagkvæmum málmblöndum og plasti fyrir frumgerðir.
Lokanotkunarframleiðsla
Þröng vikmörk allt niður í +/- 0,001”, vottunarhæf efnisvalkostir og fjölbreytt yfirborðsmeðferðarferli gera CNC-vinnslu að framúrskarandi tækni fyrir lokanotkun hluta. Þúsundir eininga verða tilbúnir á nokkrum dögum.

Val á CNC vinnsluefnum ---- Málmur
FCE mun hjálpa þér að finna besta efnið í samræmi við kröfur vörunnar og notkun. Veldu á milli hraðvirkra og hagkvæmra leiða til að finna besta efnið.
· CNC vinnsla á álblöndum
Ál 6061
Ál 5052
Ál 2024
Ál 6063
Ál 7050
Ál 7075
Ál MIC-6
· CNC vinnsla koparblöndur
Kopar 101
Kopar C110
· CNC vinnsla á bronsblöndum
Kopar C932
· CNC vinnsla á messingblöndum
Kopar 260
Kopar 360
· CNC vinnsla á ryðfríu stáli
Nitronic 60 (218 SS)
Ryðfrítt stál 15-5
Ryðfrítt stál 17-4
Ryðfrítt stál 18-8
Ryðfrítt stál 303
Ryðfrítt stál 316/316L
Ryðfrítt stál 416
Ryðfrítt stál 410
Ryðfrítt stál 420
Ryðfrítt stál 440C
· CNC vinnsla á stálblöndum
Stál 1018
Stál 1215
Stál 4130
Stál 4140
Stál 4140PH
Stál 4340
Stál A36
· CNC vinnsla á títan málmblöndum
Títan (2. flokkur)
Títan (5. flokkur)
· CNC vinnsla á sinkblöndum
Sinkblöndu
Val á CNC vinnsluefnum ---- Plast
FCE mun hjálpa þér að finna besta efnið í samræmi við kröfur vörunnar og notkun. Veldu á milli hraðvirkra og hagkvæmra leiða til að finna besta efnið.
·ABS-kerfi
ABS er auðvelt að vinna með hefðbundnum vinnsluaðferðum, svo sem beygju, fræsingu, borun og sögun.
·Akrýl
Glært plast sem líkist gleri, er almennt notað til notkunar utandyra. Góð slitþol.
·Delrin (Asetal)
Delrin er með góða rakaþol, mikla slitþol og litla núning.
·Garolite G10
G10 er sterkt, vinnsluhæft og rafeinangrandi. Það er úr eldvarnarefnisþolnu epoxy plastefni með styrkingu úr trefjaplasti.
·HDPE
Háþéttnipólýetýlen er raka- og efnaþolið plast með góða höggþol. Algengt er að nota það utandyra, til vatnsþéttra íláta og þéttinga.
·Nylon 6/6
Nylon 6/6 eykur vélrænan styrk, stífleika, góðan stöðugleika og býður upp á hita- og/eða efnaþol.
·PC (pólýkarbónat)
PC hefur framúrskarandi vélræna og byggingarlega eiginleika. Það er mikið notað í bílaiðnaði, flug- og geimferðum og öðrum forritum sem krefjast endingar og stöðugleika.
·KIKKIÐ
PEEK er oft notað sem létt efni fyrir málmhluta. Algengt er að nota það í svæðum þar sem hitastig og álag eru mikil. PEEK þolir efni, slit og raka og býður upp á framúrskarandi togstyrk.
·Pólýprópýlen
Pólýprópýlen er efna- og tæringarþolið. Það hefur framúrskarandi rafmagnseiginleika og þolir litla sem enga raka. Það þolir létt álag í langan tíma við mjög breytilegt hitastig.
·PTFE (Teflon)
PTFE er betra en flest plastefni hvað varðar efnaþol og afköst við mikinn hita. Það þolir flest leysiefni og er frábær rafmagnseinangrari.
·UHMW PE
Pólýetýlen með mjög háa mólþunga. UHMW PE dregur ekki í sig raka og býður upp á einstaka blöndu af slitþol og tæringarþoli, mikilli efnaþol, lágri yfirborðsnúningi og miklum höggþoli.
·PVC
PVC er almennt notað í umhverfi sem verða fyrir vökvum eða krefjast rafmagnseinangrunar. Og er einnig mjög efnaþolið tilbúið plast.
CNC vinnslu yfirborðsáferð
Staðlað (eins og fræst)
Þetta er hraðasta vinnsluferlið sem hægt er að snúa við. Yfirborðsgrófleikinn er 3,2 μm (126 μin). Allar skarpar brúnir eru fjarlægðar og hlutar eru afgreiddir. Verkfæramerki eru sýnileg.

Perlusprengja
Yfirborð hlutarins er slétt og matt
Veltist
Þetta er hraðasta vinnsluferlið sem hægt er að snúa við. Yfirborðsgrófleikinn er 3,2 μm (126 μin). Allar skarpar brúnir eru fjarlægðar og hlutar eru afgreiddir. Verkfæramerki eru sýnileg.

Anodíserað
Hægt er að anodisera hluta í mörgum mismunandi litum - glærum, svörtum, gráum, rauðum, bláum, gullnum.
Óvirkjun
Hægt er að anodisera hluta í mörgum mismunandi litum - svörtum, glærum, rauðum og gullnum.

Duftlakk
Hægt er að anodisera hluta í mörgum mismunandi litum - svörtum, glærum, rauðum og gullnum.
Leiðbeiningar um hönnun CNC vinnslu
| Eiginleiki | Lýsing |
| Innri hornfletir | Hönnið innri hornflettingar þannig að þær séu 0,020" - 0,050" stærri en venjuleg borstærð fyrir radíusana. Fylgið hlutfalli borþvermáls og dýptar upp á 1:6 (1:4 er mælt með) sem leiðbeiningar fyrir innri hornradíusa. |
| Gólffletir | Hönnið gólfklippur minni en hornklippur til að gera sama verkfærið kleift að hreinsa efni að innan. |
| Undirskurðir | Hönnið alltaf undirskurði í stöðluðum stærðum og fjarri hornum svo að skurðarverkfærið geti aðgengi að þeim. |
| Dýpt á tappuðu/þráðuðu holu | Geymið verkfærabilið örlítið fyrir utan dýpt tappadgatsins til að tryggja að skrúfgangurinn sé fullkominn. |
| Flækjustig | Haldið fjölda smáskurða í lágmarki til að draga úr kostnaði við CNC vinnslu; hannið aðeins nauðsynlega eiginleika til að samræma virkni og fagurfræði. |
Þolmörk CNC vinnslu
| Eiginleiki | Lýsing |
| Hámarksstærð hluta | Fræsir hluti allt að 80” x 48” x 24” (2.032 x 1.219 x 610 mm). Rennibekkir hluti allt að 62” (1.575 mm) lengd og 32” (813 mm) þvermál. |
| Staðlaður afhendingartími | 3 virkir dagar |
| Almenn vikmörk | Þolmörk á málmum verða haldin +/- 0,005" (+/- 0,127 mm) í samræmi við ISO 2768 nema annað sé tekið fram. Þolmörk á plasti og samsettum efnum verða +/- 0,010". |
| Nákvæmniþol | FCE getur framleitt og skoðað með þröngum vikmörkum samkvæmt teikningum þínum, þar á meðal GD&T útköllum. |
| Lágmarksstærð eiginleika | 0,020” (0,50 mm). Þetta getur verið mismunandi eftir lögun hlutarins og valinu efnis. |
| Þræðir og göt með tappum | FCE getur tekið við öllum stöðluðum þráðstærðum. Við getum einnig unnið sérsniðna þræði; slíkt krefst handvirkrar yfirferðar á tilboði. |
| Ástand brúnar | Skarpar brúnir eru brotnar og afgreiddar sjálfkrafa |
| Yfirborðsáferð | Staðaláferðin er eins og vélræn: 125 Ra eða betri. Hægt er að tilgreina viðbótaráferðarmöguleika þegar tilboð er fengið. |
Gæðaloforð okkar