3D-Dréckservice


Schnell Offeren & Feedback iwwer d'Machbarkeet vun der Fabrikatioun
Schéckt mir Äert Designmodell fir de séiere Präis an d'Feedback iwwer d'Machbarkeet vun der Fabrikatioun ze kréien, vill Erfahrung fir Iech de kompetitive Präis zréckzebréngen
Schnell gedréckte Probe vum Prototyp bis zur Produktioun
Schnell a voll Kapazitéitsressource fir Är Ufuerderungen ze erfëllen, egal wéi laang oder wéi vill Zäit Dir braucht, vum Prototyp bis zur Produktioun
Bestellungsverfolgung & Qualitéitskontroll
Maacht Iech keng Suergen, wou Är Deeler sinn, den deegleche Statusupdate mat Video a Biller garantéiert, datt Dir Iech ëmmer drop konzentréiere kënnt. Echtzäit fir Iech d'Qualitéit vun den Deeler ze weisen, wat se sinn.
2. Prozess am Haus
Molerei fir verschidde Faarwen an Hellegkeeten, Tampondrock oder Insertformen a Submontage wéi Silikon kënnen ugewannt ginn
An eiser Fabréck gi vill verschidde Sub-3D-Dréckprozesser fir Plastik- a Metallmaterialien benotzt. All zutreffend proposéiert Optioun fir Käschtespueren a Funktionalitéit garantéiert ass op Är Ufuerderungen ugepasst.
Biller
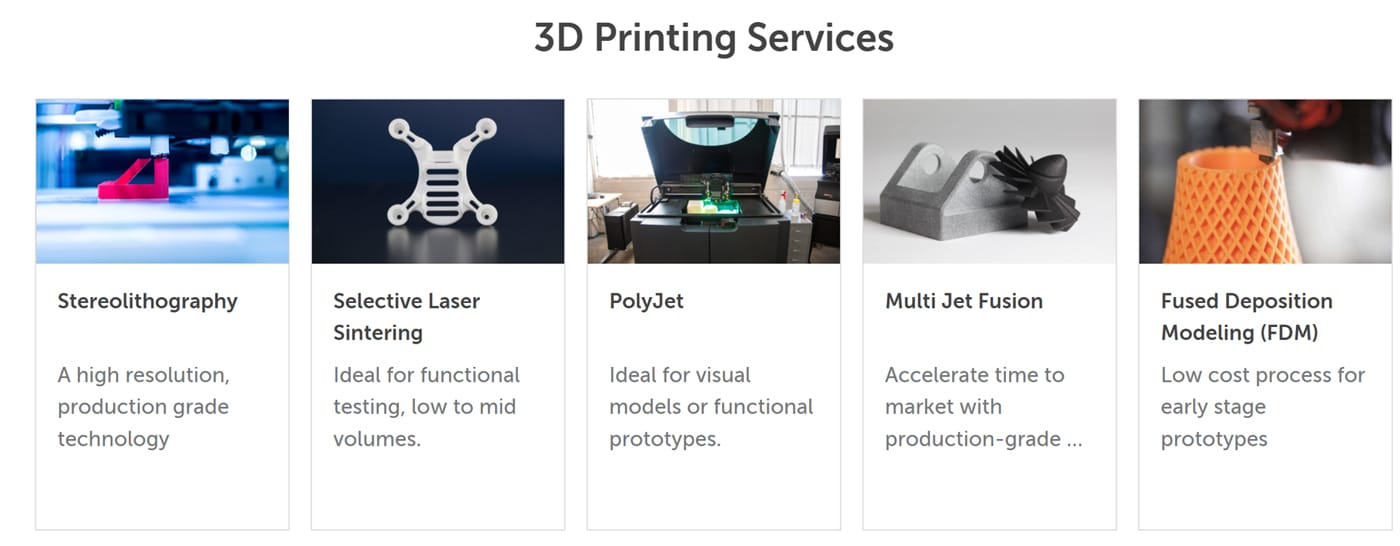
FDM (Schmelzdepositiounsmodelléierung)
Méi bëllegen Drockprozess fir déi fréier Prototypiwwerpréiwung Drotstang als Basismaterial
SLA (Stereolithographie)
E breet Palette vu Prozesser fir eng besser Uewerfläch an e bessere Produktiounsniveau
SLS (Selektiv Lasersinterung)
Gewënschte funktionell Validatiounsoptioun mat gerénger oder mëttlerer Volumenufro
PolyJet
Gewënschte Wiel fir visuell a funktionell Verifizéierungsmodeller
Vergläich vum 3D-Dréckprozess
| Numm vun der Immobilie | Modelléierung vu verschmolzene Oflagerungen | Stereolithographie | Selektiv Lasersinterung |
| Ofkierzung | FDM | SLA | SLS |
| Materialtyp | Fest (Filamenter) | Flëssegkeet (Photopolymer) | Pulver (Polymer) |
| Materialien | Thermoplasten wéi ABS, Polycarbonat a Polyphenylsulfon; Elastomeren | Thermoplasten (Elastomeren) | Thermoplasten wéi Nylon, Polyamid a Polystyrol; Elastomeren; Kompositmaterialien |
| Maximal Deelgréisst (Zoll) | 36,00 x 24,00 x 36,00 | 59,00 x 29,50 x 19,70 | 22,00 x 22,00 x 30,00 |
| Minimal Featuregréisst (Zoll) | 0,005 | 0,004 | 0,005 |
| Minimal Schichtdicke (Zoll) | 0,0050 | 0,0010 | 0,0040 |
| Toleranz (zoll) | ±0,0050 | ±0,0050 | ±0,0100 |
| Uewerflächenfinish | Rau | Glat | Duerchschnëtt |
| Baugeschwindegkeet | Lues | Duerchschnëtt | Schnell |
| Uwendungen | Käschtegënschteg Schnellprototyping Basis Proof-of-Concept Modeller Auswiel vun Endbenotzungsdeeler mat High-End Industriemaschinnen a Materialien | Form-/Passformprüfung, Funktionsprüfung, Schnell Werkzeugmuster, Schnappverbindungen, Ganz detailléiert Deeler, Presentatiounsmodeller, Uwendungen mat héijer Hëtzt | Form-/Passformprüfung, Funktionsprüfung, Schnell Werkzeugmuster, Manner detailléiert Deeler, Deeler mat Schnappschnappverbindungen & liewegen Scharnéier, Uwendungen mat héijer Hëtzt |
3D-Dréckmaterialien
ABS
ABS-Material ass e super Plastik, deen eng staark Stäerkt huet fir eng grob Prototypvalidéierung an enger fréierer Phas. Et kann zimmlech einfach poléiert ginn fir eng glänzend Uewerfläch ze kréien.
Faarwen: Schwaarz, wäiss, transparent
Am beschten fir:
- Wëllt Dir robust, haltbar oder poléierbar Drécker mat engem glänzende Finish kreéieren
- Professioneller déi no niddrege Käschten, awer mat héichfeste Prototypen sichen
PLA
PLA dréckt bei enger méi niddreger Temperatur a hält gutt um Dréckbett. Well dëst Material relativ bëlleg ass, kënnt Dir kosteneffektiv verschidde Versioune vun engem fréie Stadium vun engem Deeldesign am 3D-Drock maachen.
Faarwen: Neutral, wäiss, schwaarz, blo, rout, orange, gréng, rosa, aqua
Am Beschten fir
- Wien wëll 3D-Drécken ouni Stress?
- Wien sech keng Suergen iwwer héichtemperaturbeständeg oder schlagfest Deeler mécht
- Professioneller déi bëlleg an effizient Prototypen erstellen wëllen
PETG
PETG ass eng gutt Mëttelwee tëscht ABS a PLA. Et ass méi staark wéi PLA, verformt sech manner wéi ABS, a bitt och eng vun de beschten Schichthaftungen vun all 3D-Dréckfilament.
Faarwen: Schwaarz, wäiss, transparent
Am beschten fir:
- Wien schätzt déi glänzend Uewerfläch vum PETG
- Een deen d'Virdeeler vun der Liewensmëttelsécherer a waasserdichter Natur vu PETG ausnotze wëll
TPU/Silikon
TPU ass am Géigesaz zu anere gängegen Filamenter, well et ganz flexibel ass - a gëtt als Ersatz fir Gummi (deen net 3D-gedréckt ka ginn) benotzt, wann Flexibilitéit gebraucht gëtt. Et gëtt dacks an Telefons- a Schutzhüllen benotzt. D'Häert kann tëscht 30~80 Shore A leien.
Faarwen: Schwaarz, Wäiss, Transparent
Am beschten fir:
- Ech sichen no der Kreatioun vu coolen, flexibelen 3D-gedréckten Deeler wéi Telefonshüllen, Coveren, asw.
- Sich no mëllen bis haarden, flexibelen 3D-gedréckten Deeler
Nylon
Nylon ass e synthetescht 3D-gedréckte Polymermaterial, dat staark, haltbar a flexibel ass a fir Enddeeler an Tester mat héijer Belaaschtung benotzt gëtt. Nylon 3D-Dréckmaterialien ginn dacks benotzt fir staark Prototypen ze kreéieren, déi an der Industrie getest kënne ginn, souwéi fir Deeler wéi Zännrieder, Scharnéier, Schrauwen an ähnlech Deeler ze kreéieren.
Faarwen: SLS: Wäiss, Schwaarz, Gréng MJF: Gro, Schwaarz
Am beschten fir:
- Héichleistungsprototypen fir d'Industrie
- Exzellent Leeschtungsdeeler wéi Schrauwen, Zännrieder a Scharnéier
- Schlagfest Deeler, wou eng gewësse Flexibilitéit bevorzugt gëtt
Aluminium/Edelstahl
Aluminium ass liicht, haltbar, staark a huet gutt thermesch Eegeschaften.
Edelstol huet eng héich Festigkeit, eng héich Dehnbarkeet a ass korrosiounsbeständeg.
Faarwen: Natur
Am Beschten fir: Testvalidéierung vu Prototypen mat héijer Stäerkt
ABS

TPU

PLA

Nylon

Vum Konzept zur Realitéit
Schnell a flexibel Prototypen
Schnell 3D-gedréckte Deeler ginn an nëmmen 12 Stonnen geliwwert.
Iwwerwanne vun de Grenzen vun der komplexer Geometrie
Dréckoptioun: FDM
Materialien: PLA, ABS
Produktiounszäit: Sou séier wéi 1 Dag
Héichqualitativ funktionell Validatioun
Kritt héichqualitativ Prototypen fir d'Passungskontroll. Staark Stäerkt mat glatter Uewerfläch.
Dréckoptioun: SLA, SLS
Materialien: ABS-ähnlech, Nylon 12, Gummi-ähnlech
Produktiounszäit: 1-3 Deeg
Schnell Liwwerung mat manner Bestellung
Déi bescht Optioun iwwer 3D-Dréckerei wéinst gerénger Nofro, wat méi bëlleg ass am Verglach mat de Käschte fir Tools
Dréckoptioun: HP® Multi Jet Fusion (MJF)
Materialien: PA 12, PA 11
Produktiounszäit: Sou séier wéi 3-4 Deeg
Uewerflächenveraarbechtung
Molerei ass eng üblech Optioun fir 3D-gedréckte Deeler fir d'Faarfkosmetik ze weisen. Zousätzlech kann d'Molerei e schützende Effekt op Deeler hunn.
Material:
ABS, Nylon, Aluminium, Edelstahl, Stol
Faarf:
Schwaarz, all RAL-Code oder Pantone-Nummer.
Texturen:
Glanz, Hallefglanz, flaach, metallesch, texturéiert
Uwendungen:
Haushaltsapparater, Autosdeeler, Aluminiumprofilen
Pulverbeschichtung ass eng Zort Beschichtung, déi op 3D-Gedréckten mat dréchenem Pulver opgedroe gëtt. Am Géigesaz zu konventioneller flësseger Faarf, déi iwwer e verdampft Léisungsmëttel geliwwert gëtt, gëtt Pulverbeschichtung typescherweis elektrostatisch opgedroen an dann ënner Hëtzt ausgehärtet.
Materialien:
ABS, Aluminium, Edelstahl, Stol
Faarwen:
Schwaarz, all RAL-Code oder Pantone-Nummer.
Textur:
Glanz oder Hallefglanz
Uwendungen:
Autosdeeler, Haushaltsapparater, Aluminiumprofilen
Poléieren ass de Prozess fir eng glat a glänzend Uewerfläch ze kreéieren, de Prozess produzéiert eng Uewerfläch mat bedeitender spékularer Reflexioun, awer a verschiddene Materialien ass et fäeg, diffus Reflexioun ze reduzéieren.
Materialien:
ABS, Nylon, Aluminium, Messing, Edelstahl, Stol
Faarwen:
N/A
Textur:
Glanzend, glänzend
Typen:
Mechanescht Polieren, chemescht Polieren
Uwendungen:
Lënsen, Bijouen, Dichtungsdeeler
Perlstrahlen resultéiert an enger glatter, matter Uewerfläch. Et ass och eng effizient Method fir e Material ze glätten, ier eng Beschichtung opgedroe gëtt. Eng gutt Wiel fir eng Uewerflächenbehandlung.
Materialien:
ABS, Aluminium, Messing, Edelstahl, Stol
Faarwen:
N/A
Textur:
Matt
Critèren:
Sa1, Sa2, Sa2.5, Sa3
Uwendungen:
Kosmetesch Deeler néideg
Eis Qualitéitsverspriechen
Wat ass 3D-Drécken
Iwwer den 3D-Drock
3D-Dréckerei oder additiv Fabrikatioun ass e Prozess fir dräidimensional fest Objeten aus enger digitaler Datei ze produzéieren. Objeten ginn Schicht fir Schicht mat enger Villfalt vu verschiddene Materialien an Technologien fir Schichthaftung produzéiert.
Virdeeler vum 3D-Drock
1. Käschtereduktioun: de wichtege Virdeel vum 3D-Drock
2. Manner Offall: Déi eenzegaarteg Method ass et, d'Produkt mat ganz wéineg Offall ze bauen, dëst nennt een additiv Fabrikatioun. Déi méi traditionell Methode wäerten awer Offall hunn.
3. Zäit reduzéieren: et ass e kloeren a staarke Virdeel fir 3D-Drécken, well et e schnelle Prozess fir Iech ass fir Prototypvalidatioun duerchzeféieren.
4. Feelerreduktioun: Wann Äert Design bevorzugt gëtt, kann et direkt an d'Software geréckelt ginn, fir den Designdaten ze verfollegen an eng Schicht fir eng Schicht ze drécken, sou datt kee manuelle Gebrauch beim Drockprozess involvéiert ass.
5. Produktiounsbedarf: Traditionell Methode benotze Formen oder Schneiden, 3D-Dréckerei ouni zousätzlech Tools kann Iech bei der méi niddreger Produktiounsbedarf ënnerstëtzen.
Wéi kréien ech eng glat Uewerfläch op engem 3D-Drock?
Am Allgemengen erwaarden mir eng besser glat Uewerfläch mat 3D-gedréckte Proben, fir ze weisen, wat mir uwende kënnen an déi artistesch Deeler maachen, awer et ass déi gréisst Erausfuerderung wann et drëm geet, Deeler mam 3D-Drock ze maachen. Dir frot Iech vläicht, wéi mir dat fäerdeg kréien. Kuckt Iech d'Schrëtt genau un, fir e glaten Ofschloss op Ärem 3D-gedréckten Deel z'erreechen, an Dir wäert feststellen, datt et vill méi einfach ass, wéi Dir denkt:
01: Déi richteg Dréckmethod: Wielt dat richtegt Rohmaterial a setzt déi richteg Parameter vun Ärem 3D-Drécker fir Är gewënscht Deeler. Et brauch professionell Ingenieuren dofir.
02: Schleifen a Poléieren: D'Schleifen a Poléieren vun den 3D-gedréckten Deeler ass einfach, awer et muss sech Schrëtt fir Schrëtt op d'Detailer vun 100-1500 Grit konzentréieren, fir eng glat Uewerfläch ouni Schrëttlinnen an rauh Textur z'erreechen. Wann Dir domat fäerdeg sidd, sollt d'Uewerfläch ganz glat sinn.
03: Uewerflächenelektrokorrosioun: Et kann op 3D-gedréckte Metalldeeler gemaach ginn, déi Uewerflächenelektrokorrosioun wéi EDM uwenden, fir eng héichqualitativ, glat Uewerflächenkorrosioun ze kréien, déi sou glänzend wéi e Spigel ass.




