Pārliešanas pakalpojums

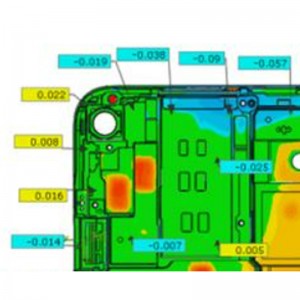
Inženierzinātņu ekspertīze un vadība
Inženieru komanda palīdzēs jums optimizēt formēšanas detaļu dizainu, GD&T pārbaudi, materiālu izvēli. 100% garantē produkta augstu ražošanas iespējamību, kvalitāti un izsekojamību.
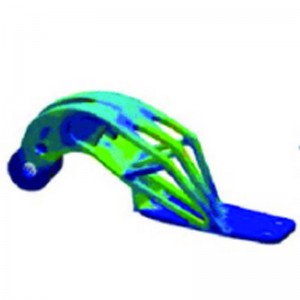
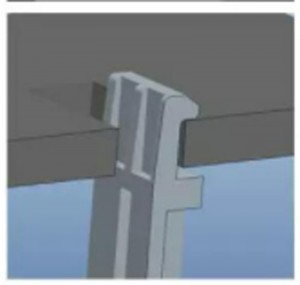
Simulācija pirms tērauda griešanas
Katrai projekcijai mēs izmantosim pelējuma plūsmas metodi, Creo, Mastercam, lai simulētu iesmidzināšanas formēšanas procesu, apstrādes procesu, zīmēšanas procesu un prognozētu problēmu pirms fizisko paraugu izgatavošanas.
Precīza sarežģītu produktu ražošana
Mums ir vadošo zīmolu ražošanas iekārtas iesmidzināšanas formēšanā, CNC apstrādē un lokšņu metāla ražošanā. Tas ļauj izstrādāt sarežģītus, augstas precizitātes izstrādājumus.

Iekšējais process
Iesmidzināšanas veidņu izgatavošana, iesmidzināšanas formēšana un otrais spilventiņu drukāšanas process, karstumizturība, karstā štancēšana, montāža notiek uzņēmumā, tāpēc jums būs daudz zemu izmaksu un uzticams izstrādes laiks.
Pārliešana (Multi-K iesmidzināšanas formēšana)
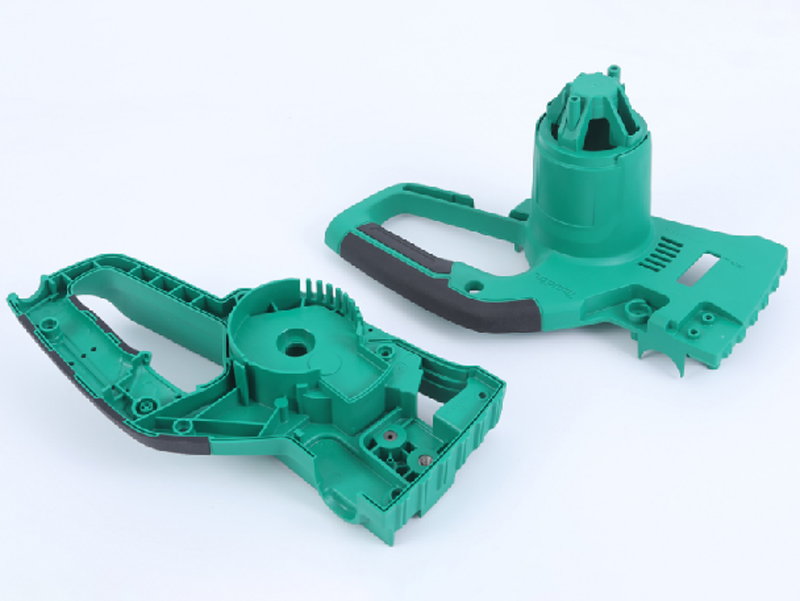
Pārliešana, ko sauc arī par daudzslāņu iesmidzināšanas formēšanu, ir unikāls process, kurā apvieno divus vai vairākus materiālus un krāsas. Tas ir labākais veids, kā iegūt daudzkrāsu, dažādas cietības, daudzslāņu un pieskārienam patīkamu produktu. To var izmantot arī vienreizlietojamā procesā, ar kuru nevarēja panākt vēlamo produktu. Visizplatītākais daudzreizlietojamās liešanas veids ir divkāršā iesmidzināšanas formēšana jeb 2K iesmidzināšanas formēšana.
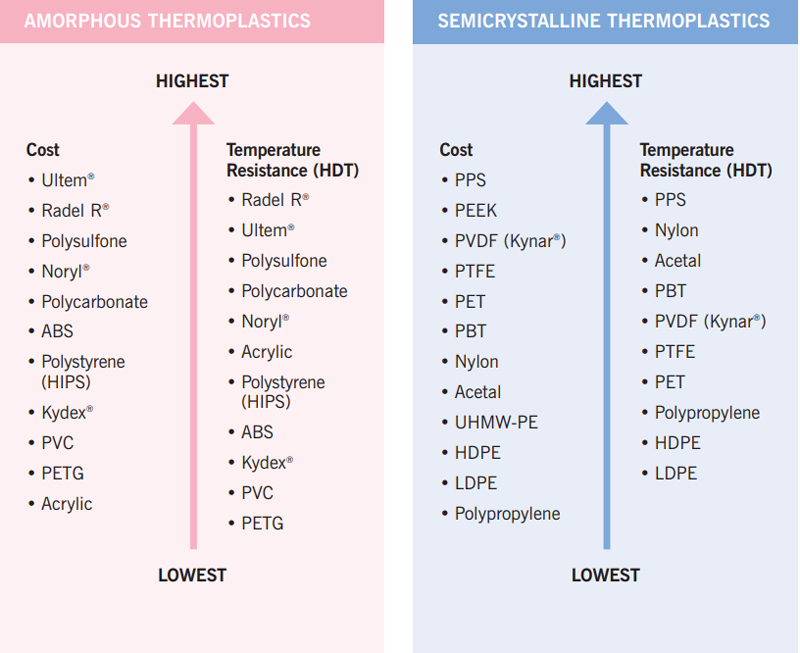
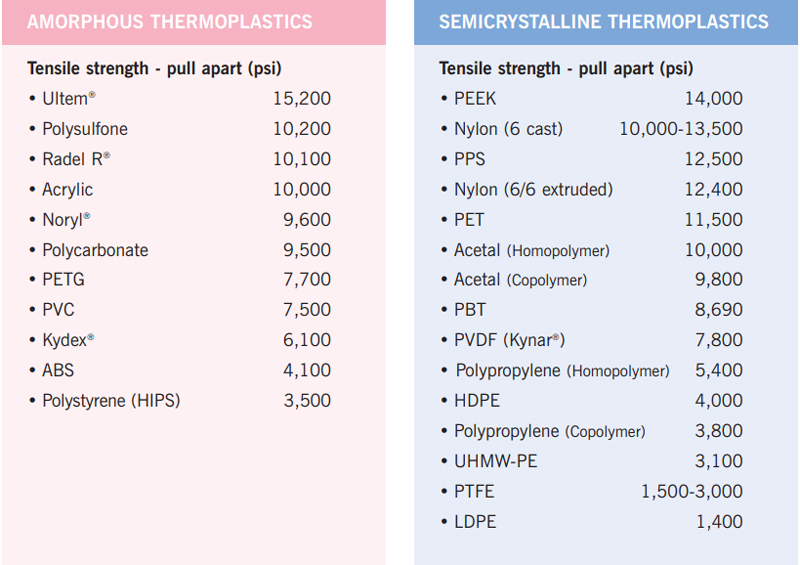
Materiālu izvēle
FCE palīdzēs jums atrast labāko materiālu atbilstoši produkta prasībām un pielietojumam. Tirgū ir plaša izvēle, un mēs, ņemot vērā izmaksu efektivitāti un piegādes ķēdes stabilitāti, ieteiksim sveķu zīmolu un kategoriju.
Lieto detaļu apdare
| Glancēts | Pusmatēts | Matēts | Teksturēts |
| SPI-A0 | SPI-B1 | SPI-C1 | MT (Moldtech) |
| SPI-A1 | SPI-B2 | SPI-C2 | VDI (Verein Deutscher Ingenieure) |
| SPI-A2 | SPI-B3 | SPI-C3 | YS (Yick Sang) |
| SPI-A3 |
FCE iesmidzināšanas formēšanas risinājumi
No koncepcijas līdz realitātei
Prototipa rīks
Ātrai konstrukcijas pārbaudei ar reāliem materiāliem un procesu labs risinājums ir ātrās prototipēšanas tērauda instrumentu izgatavošana. Tā varētu kalpot arī kā ražošanas tilts.
- Nav minimālā pasūtījuma ierobežojuma
- Sarežģīts dizains sasniedzams
- Garantēts 20 000 šāvienu kalpošanas laiks
Ražošanas instrumenti
Parasti no cietā tērauda, karsto kanālu sistēmas, cietā tērauda. Instrumenta kalpošanas laiks ir aptuveni 500 000 līdz 1 miljons šāvienu. Vienības produkta cena ir ļoti zema, bet veidnes izmaksas ir augstākas nekā prototipa instrumentam.
- Vairāk nekā 1 miljons šāvienu
- Augsta efektivitāte un ekspluatācijas izmaksas
- Augsta produkta kvalitāte
Galvenās priekšrocības
Sarežģīta dizaina pieņemšana
Multi-K iesmidzināšanas formēšana rada sarežģītas detaļas, kas spēj veikt papildu funkcijas
Izmaksu ietaupījums
Izliets kā viena integrēta detaļa, novērš līmēšanas procesu, lai samazinātu montāžas un darbaspēka izmaksas
Mehāniskā izturība
Multi-K iesmidzināšanas formēšana nodrošina stiprāku un izturīgāku produktu, uzlabotu detaļu izturību un struktūru
Daudzkrāsu kosmētika
Spēja nodrošināt skaistu daudzkrāsainu produktu, novērš nepieciešamību pēc sekundāriem procesiem, piemēram, krāsošanas vai pārklāšanas
Tipisks izstrādes process

Citāts ar DFx
Pārbaudiet savu prasību datus un lietojumprogrammas, sniedziet scenāriju piedāvājumus ar dažādiem ieteikumiem. Simulācijas ziņojums tiks sniegts paralēli.

Pārskatīt prototipu (alternatīvu)
Izstrādāt ātru rīku (1–2 nedēļas) prototipa paraugu liešanai projektēšanas un liešanas procesa pārbaudei

Ražošanas veidņu izstrāde
Jūs varat nekavējoties sākt ražošanu ar prototipa rīku. Ja pieprasījums pārsniedz miljonus, varat sākt ražošanu ar paralēlu multikavitāciju, kas aizņems aptuveni 2–5 nedēļas.

Atkārtot pasūtījumu
Ja Jums ir konkrēta pieprasījuma izpildei nepieciešamais laiks, mēs varam sākt piegādi 2 dienu laikā. Ja nav konkrēta pasūtījuma, mēs varam sākt daļēju piegādi pat 3 dienu laikā.
Jautājumi un atbildes
Kas ir pārformēšana?
Pārliešana ir plastmasas ražošanas process, kurā divi materiāli (plastmasa vai metāls) tiek savienoti kopā. Saistīšana parasti ir ķīmiskā savienošana, bet dažreiz mehāniskā savienošana tiek integrēta ar ķīmisko savienošanu. Primāro materiālu sauc par substrātu, bet sekundāro materiālu sauc par sekojošo materiālu. Pārliešana kļūst arvien populārāka, pateicoties samazinātām ražošanas izmaksām un ātram cikla laikam. Turklāt pārliešanas procesā jūs varēsiet iegūt estētiski pievilcīgus produktus.
Divkāršs šāviens labākajā uzklātajā zonā?
- Pogas un slēdži, rokturi, satvērēji un vāciņi.
- Daudzkrāsaini produkti vai krāsoti logotipi.
- Daudzas detaļas, kas darbojas kā trokšņu slāpētāji un vibrācijas slāpētāji.
- Automobiļu, medicīnas un patēriņa rūpniecības nozares.
Pārliešanas pielietojums
Plastmasa virs plastmasas
Pirmais stingrais plastmasas substrāts tiek veidots, un pēc tam uz substrāta vai ap to tiek veidota cita stingra plastmasa. Var uzklāt daudzas dažādas krāsas un sveķus.
Gumija virs plastmasas
Vispirms tiek veidota stingra plastmasas pamatne, un pēc tam uz tās vai ap to tiek veidota mīksta gumija vai TPE.
Plastmasa virs metāla
Vispirms metāla pamatne tiek apstrādāta, lieta vai veidota, un pēc tam pamatne tiek ievietota instrumentā, un plastmasa tiek uzlieta uz metāla vai ap to. To bieži izmanto, lai nostiprinātu metāla komponentus plastmasas detaļā.
Gumija virs metāla
Vispirms metāla pamatne tiek apstrādāta, lieta vai veidota, un pēc tam pamatne tiek ievietota instrumentā, un gumija vai TPE tiek uzlieta uz metāla vai ap to. To bieži izmanto, lai nodrošinātu mīkstu satvēriena virsmu.



