सीएनसी मशीनिंग सेवा

सीएनसी मशीनिंग उपलब्ध प्रक्रिया

सीएनसी मिलिंग सेवा
±0.0008″ (0.02 मिमी) पर्यंतची सर्वोच्च सहनशीलता प्रदान करण्यासाठी 3, 4 आणि 5-अक्ष असलेल्या CNC मशीनच्या 50 पेक्षा जास्त संचांसह. प्रोटोटाइप मशीनिंग आणि उत्पादनासाठी ऑनलाइन मशीन शॉप.
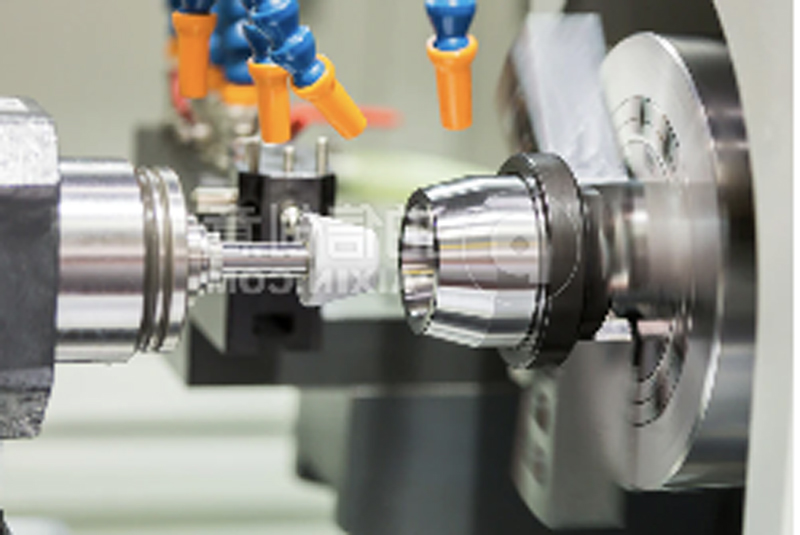
सीएनसी टर्निंग सर्व्हिस
८०+ सीएनसी लेथ आणि सीएनसी टर्निंग सेंटर, जलद प्रतिसादासह किफायतशीर अचूक मशीनिंग सेवा प्रदान करू शकतात. जटिल उत्पादनांसह समर्थन देण्यासाठी १५+ वर्षे व्यावसायिक अभियंते.

इलेक्ट्रिकल डिस्चार्ज मशीनिंग (EDM)
नाजूक संरचनांसाठी संपर्क नसलेली मशीनिंग पद्धत. आम्ही दोन प्रकारच्या इलेक्ट्रिकल डिस्चार्ज मशीनिंग (EDM) प्रक्रिया देतो, वायर EDM आणि सिंकर EDM. या प्रक्रिया खोल खिसे कापण्यासाठी आणि कीवेसह गीअर्स आणि छिद्रे यासारख्या जटिल वैशिष्ट्यांसाठी उपयुक्त आहेत.
सीएनसी मशीनिंग अनुप्रयोग
जलद साधने
सीएनसी मशीनिंग हे फिक्स्चर किंवा साचे तयार करण्यासाठी एक परिपूर्ण उपाय आहे. सीएनसी मशीनिंग अॅल्युमिनियम ५०५२ आणि स्टेनलेस स्टील सारख्या पूर्णपणे दाट, टिकाऊ साहित्याची उच्च श्रेणी कापू शकते.


जलद प्रोटोटाइपिंग
प्रोटोटाइप १ दिवसात तयार होतील. जलद आणि उच्च-गुणवत्तेच्या प्रोटोटाइपला समर्थन देण्यासाठी आमच्याकडे २०+ कुशल यंत्रज्ञ आहेत. प्रोटोटाइपसाठी विविध प्रकारचे परवडणारे धातूचे मिश्र धातु आणि प्लास्टिक वापरले जाऊ शकतात.
अंतिम वापर उत्पादन
+/- ०.००१” इतकी कमी सहनशीलता, प्रमाणित करण्यायोग्य मटेरियल पर्याय आणि विविध पृष्ठभाग उपचार प्रक्रिया यामुळे सीएनसी मशीनिंग अंतिम वापराच्या भागांसाठी एक उत्कृष्ट तंत्रज्ञान बनते. काही दिवसांत हजारो तुकडे तयार होतील.

सीएनसी मशीनिंग मटेरियल सिलेक्शन----मेटल
उत्पादनाच्या गरजेनुसार आणि वापरानुसार सर्वोत्तम साहित्य शोधण्यात FCE तुम्हाला मदत करेल. सर्वोत्तम साहित्य शोधण्यासाठी जलद आणि किफायतशीर पर्यायांमधून निवडा.
·सीएनसी मशीनिंग अॅल्युमिनियम मिश्र धातु
अॅल्युमिनियम ६०६१
अॅल्युमिनियम ५०५२
अॅल्युमिनियम २०२४
अॅल्युमिनियम ६०६३
अॅल्युमिनियम ७०५०
अॅल्युमिनियम ७०७५
अॅल्युमिनियम MIC-6
·सीएनसी मशीनिंग कॉपर अलॉयज
तांबे १०१
तांबे C110
·सीएनसी मशीनिंग कांस्य मिश्रधातू
तांबे C932
·सीएनसी मशीनिंग ब्रास अलॉयज
तांबे २६०
कॉपर ३६०
·सीएनसी मशीनिंग स्टेनलेस स्टील मिश्रधातू
नायट्रॉनिक ६० (२१८ एसएस)
स्टेनलेस स्टील १५-५
स्टेनलेस स्टील १७-४
स्टेनलेस स्टील १८-८
स्टेनलेस स्टील ३०३
स्टेनलेस स्टील ३१६/३१६ एल
स्टेनलेस स्टील ४१६
स्टेनलेस स्टील ४१०
स्टेनलेस स्टील ४२०
स्टेनलेस स्टील ४४०C
· सीएनसी मशीनिंग स्टील अलॉयज
स्टील १०१८
स्टील १२१५
स्टील ४१३०
स्टील ४१४०
स्टील ४१४०PH
स्टील ४३४०
स्टील A36
·सीएनसी मशीनिंग टायटॅनियम मिश्रधातू
टायटॅनियम (ग्रेड २)
टायटॅनियम (ग्रेड ५)
·सीएनसी मशीनिंग झिंक मिश्रधातू
जस्त धातूंचे मिश्रण
सीएनसी मशीनिंग मटेरियल सिलेक्शन---- प्लास्टिक
उत्पादनाच्या गरजेनुसार आणि वापरानुसार सर्वोत्तम साहित्य शोधण्यात FCE तुम्हाला मदत करेल. सर्वोत्तम साहित्य शोधण्यासाठी जलद आणि किफायतशीर पर्यायांमधून निवडा.
·एबीएस
टर्निंग, मिलिंग, ड्रिलिंग आणि सॉइंग यासारख्या मानक मशीनिंग तंत्रांद्वारे ABS सहजपणे मशीन केले जाते.
· अॅक्रेलिक
पारदर्शक काचेसारखे प्लास्टिक, जे सामान्यतः बाहेरच्या वापरासाठी वापरले जाते. चांगले झीज आणि झीज गुणधर्म.
·डेलरीन (एसिटल)
डेलरीनमध्ये चांगला ओलावा प्रतिरोधकता, उच्च झीज-प्रतिरोधकता आणि कमी घर्षण असते.
· गॅरोलाइट जी१०
G10 मजबूत, मशीन करण्यायोग्य आणि विद्युत इन्सुलेट करणारा आहे. तो फायबरग्लास फॅब्रिक रीइन्फोर्समेंटसह ज्वाला-प्रतिरोधक इपॉक्सी रेझिनपासून बनलेला आहे.
· एचडीपीई
उच्च-घनता पॉलीथिलीन हे ओलावा आणि रसायनांना प्रतिरोधक प्लास्टिक आहे ज्यामध्ये चांगली प्रभाव शक्ती असते. सामान्यतः बाहेरील अनुप्रयोगांसाठी, वॉटरटाइट कंटेनर आणि सीलसाठी वापरले जाते.
· नायलॉन ६/६
नायलॉन ६/६ वाढवलेली यांत्रिक ताकद, कडकपणा, उष्णता आणि/किंवा रासायनिक प्रतिकाराखाली चांगली स्थिरता देते.
·पीसी (पॉली कार्बोनेट)
पीसीमध्ये उत्कृष्ट यांत्रिक आणि संरचनात्मक गुणधर्म आहेत. ऑटोमोटिव्ह, एरोस्पेस आणि टिकाऊपणा आणि स्थिरता आवश्यक असलेल्या इतर अनुप्रयोगांमध्ये मोठ्या प्रमाणावर वापरले जाते.
· पहा
PEEK हे बहुतेकदा धातूच्या भागांसाठी हलके पर्यायी साहित्य म्हणून वापरले जाते. सामान्यतः उच्च-तापमान, उच्च-ताण अनुप्रयोगांमध्ये वापरले जाते. PEEK रसायने, झीज आणि आर्द्रतेचा प्रतिकार करते, उत्कृष्ट तन्य शक्ती प्रदान करते,
·पॉलीप्रोपायलीन
पॉलीप्रोपायलीन हे रासायनिक किंवा गंज प्रतिरोधक आहे. त्यात उत्कृष्ट विद्युत गुणधर्म आहेत आणि ते ओलावा शोषून घेत नाही किंवा कमी प्रमाणात घेत नाही. ते वेगवेगळ्या तापमानात दीर्घकाळ हलके भार वाहून नेते.
·पीटीएफई (टेफ्लॉन)
रासायनिक प्रतिकार आणि अति तापमानात कामगिरीच्या बाबतीत PTFE बहुतेक प्लास्टिकपेक्षा जास्त आहे. ते बहुतेक सॉल्व्हेंट्सना प्रतिकार करते आणि एक उत्कृष्ट विद्युत इन्सुलेटर आहे.
·उहमडब्लू पीई
अति-उच्च आण्विक वजन असलेले पॉलीथिलीन. UHMW PE ओलावा शोषत नाही आणि ते झीज आणि गंज प्रतिकार, उच्च रासायनिक प्रतिकार, कमी पृष्ठभागावरील घर्षण, उच्च प्रभाव शक्ती यांचे एक अद्वितीय संयोजन देते.
·पीव्हीसी
पीव्हीसी सामान्यतः द्रवपदार्थांच्या संपर्कात असलेल्या किंवा विद्युत इन्सुलेशनची आवश्यकता असलेल्या वातावरणात वापरले जाते. आणि ते अत्यंत रासायनिक-प्रतिरोधक कृत्रिम प्लास्टिक देखील आहे.
सीएनसी मशीनिंग पृष्ठभाग पूर्ण करणे
मानक (मिल्ड केलेले)
ही सर्वात जलद टर्नअराउंड मशीनिंग प्रक्रिया आहे. त्याची पृष्ठभागाची खडबडीतपणा 3.2 μm (126 μin) आहे. सर्व तीक्ष्ण कडा काढून टाकल्या जातात आणि भाग डीबर केले जातात. उपकरणांच्या खुणा दिसतात.

मणी स्फोट
भागाचा पृष्ठभाग गुळगुळीत, मॅट दिसतो.
गडगडले
ही सर्वात जलद टर्नअराउंड मशीनिंग प्रक्रिया आहे. त्याची पृष्ठभागाची खडबडीतपणा 3.2 μm (126 μin) आहे. सर्व तीक्ष्ण कडा काढून टाकल्या जातात आणि भाग डीबर केले जातात. उपकरणांच्या खुणा दिसतात.

एनोडाइज्ड
भाग अनेक वेगवेगळ्या रंगांमध्ये अॅनोडाइझ केले जाऊ शकतात - पारदर्शक, काळा, राखाडी, लाल, निळा, सोनेरी.
निष्क्रियता
भागांना काळा, पारदर्शक, लाल आणि सोनेरी अशा अनेक रंगांमध्ये अॅनोडाइझ केले जाऊ शकते.

पावडर कोट
भागांना काळा, पारदर्शक, लाल आणि सोनेरी अशा अनेक रंगांमध्ये अॅनोडाइझ केले जाऊ शकते.
सीएनसी मशीनिंग डिझाइन मार्गदर्शक तत्त्वे
| वैशिष्ट्य | वर्णन |
| अंतर्गत कोपरा फिलेट्स | त्रिज्यासाठी अंतर्गत कोपरा फिलेट्स मानक ड्रिल आकारापेक्षा ०.०२०” - ०.०५०” मोठे असावेत अशी रचना करा. अंतर्गत कोपरा त्रिज्यासाठी मार्गदर्शक तत्त्व म्हणून १:६ (१:४ शिफारसित) च्या ड्रिल व्यास ते खोली गुणोत्तराचे अनुसरण करा. |
| मजल्यावरील फिलेट्स | कोपऱ्यातील फिलेट्सपेक्षा लहान फ्लोअर फिलेट्स डिझाइन करा जेणेकरून तेच टूल आतील भाग साफ करू शकेल. |
| अंडरकट्स | अंडरकट्स नेहमी मानक आकारात आणि कोपऱ्यांपासून दूर डिझाइन करा जेणेकरून ते कटिंग टूलद्वारे प्रवेशयोग्य असतील. |
| टॅप केलेले/थ्रेडेड होल खोली | पूर्ण धागे सुनिश्चित करण्यासाठी टॅप केलेल्या छिद्राच्या खोलीपेक्षा थोडेसे जास्त टूल क्लिअरन्स द्या. |
| गुंतागुंत | सीएनसी मशीनिंगचा खर्च कमी करण्यासाठी लहान कटांची संख्या कमीत कमी ठेवा; केवळ सौंदर्यासह कार्य संतुलित करण्यासाठी आवश्यक वैशिष्ट्यांमध्ये डिझाइन करा. |
सीएनसी मशीनिंग सहनशीलता
| वैशिष्ट्य | वर्णन |
| जास्तीत जास्त भाग आकार | ८०” x ४८” x २४” (२,०३२ x १,२१९ x ६१० मिमी) पर्यंतचे मिल केलेले भाग. ६२” (१,५७५ मिमी) लांबी आणि ३२” (८१३ मिमी) व्यासापर्यंतचे लेथ भाग. |
| मानक लीड वेळ | ३ व्यवसाय दिवस |
| सामान्य सहनशीलता | अन्यथा निर्दिष्ट केल्याशिवाय, ISO 2768 नुसार धातूंवरील सहनशीलता +/- 0.005" (+/- 0.127 मिमी) पर्यंत ठेवली जाईल. प्लास्टिक आणि संमिश्र पदार्थ +/- 0.010" असतील. |
| अचूक सहनशीलता | FCE तुमच्या ड्रॉइंग स्पेसिफिकेशननुसार, GD&T कॉलआउट्ससह, कडक सहनशीलतेनुसार उत्पादन आणि तपासणी करू शकते. |
| किमान वैशिष्ट्य आकार | ०.०२०” (०.५० मिमी). हे भाग भूमिती आणि निवडलेल्या साहित्यावर अवलंबून बदलू शकते. |
| धागे आणि टॅप केलेले छिद्र | FCE कोणत्याही मानक धाग्याच्या आकाराला सामावून घेऊ शकते. आम्ही कस्टम धागे देखील मशीन करू शकतो; यासाठी मॅन्युअल कोट पुनरावलोकन आवश्यक असेल. |
| कडा स्थिती | तीक्ष्ण कडा डिफॉल्टनुसार तुटलेल्या आणि डिबर केलेल्या असतात. |
| पृष्ठभाग पूर्ण करणे | मानक फिनिश मशीननुसार केले जाते: १२५ रा किंवा त्याहून चांगले. कोट मिळवताना अतिरिक्त फिनिशिंग पर्याय निर्दिष्ट केले जाऊ शकतात. |
आमचे गुणवत्ता वचन