सीएनसी मेसिनिङ सेवा

सीएनसी मेसिनिङ उपलब्ध प्रक्रिया

सीएनसी मिलिङ सेवा
±०.०००८″ (०.०२ मिमी) प्रेसिजन सीएनसी मिलिङ पार्ट्स सम्मको उच्चतम सहनशीलता प्रदान गर्न ३, ४, र ५-अक्ष सीएनसी मेसिनहरूको ५० भन्दा बढी सेटहरू सहित। प्रोटोटाइप मेसिनिङ र उत्पादनको लागि अनलाइन मेसिन पसल।
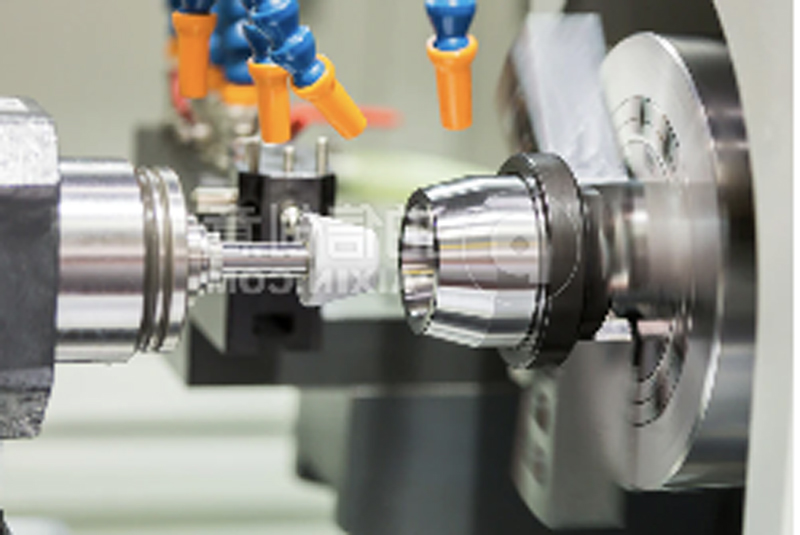
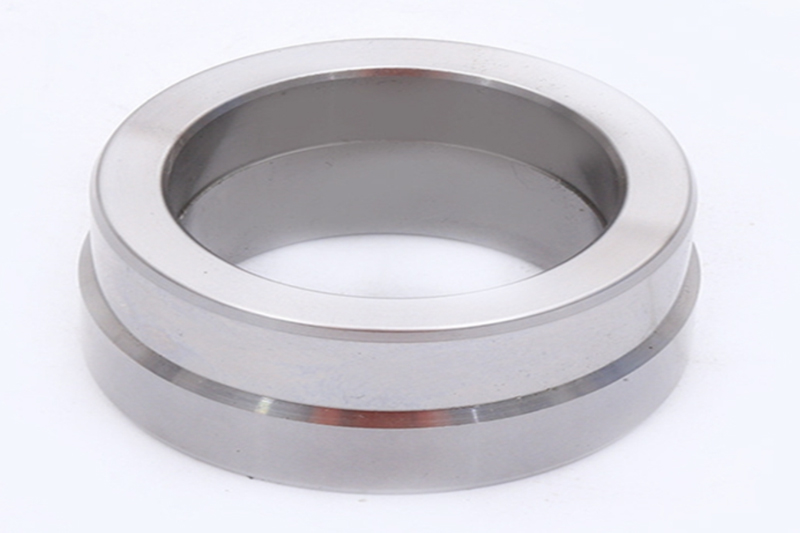
सीएनसी टर्निङ सेवा
८०+ CNC खराद र CNC टर्निङ सेन्टरहरूले द्रुत प्रतिक्रियाको साथ लागत-प्रभावी सटीक मेसिनिङ सेवाहरू प्रदान गर्न सक्छन्। जटिल उत्पादनहरूसँग समर्थन गर्न १५+ वर्षका पेशेवर इन्जिनियरहरू।

इलेक्ट्रिकल डिस्चार्ज मेसिनिङ (EDM)
नाजुक संरचनाहरूको लागि सम्पर्करहित मेसिनिङ विधि। हामीले प्रस्ताव गर्ने दुई प्रकारका इलेक्ट्रिकल डिस्चार्ज मेसिनिङ (EDM) प्रक्रियाहरू, वायर EDM र सिङ्कर EDM। यी प्रक्रियाहरू गहिरो खल्तीहरू काट्न र किवेको साथ गियरहरू र प्वालहरू जस्ता जटिल सुविधाहरू काट्न उपयोगी छन्।
सीएनसी मेसिनिङ अनुप्रयोगहरू
द्रुत उपकरण
सीएनसी मेसिनिङ फिक्स्चर वा मोल्डहरू सिर्जना गर्नको लागि एक उत्तम समाधान हो। सीएनसी मेसिनिङले एल्युमिनियम ५०५२ र स्टेनलेस स्टील जस्ता पूर्ण रूपमा घना, टिकाउ सामग्रीहरूको उच्च विविधता काट्न सक्छ।


द्रुत प्रोटोटाइपिङ
प्रोटोटाइपहरू १ दिनमा तयार हुनेछन्। हामीसँग द्रुत र उच्च-गुणस्तरको प्रोटोटाइपहरूलाई समर्थन गर्न २०+ दक्ष मेसिनिस्टहरू छन्। प्रोटोटाइपहरूको लागि विभिन्न किसिमका किफायती धातु मिश्र धातुहरू र प्लास्टिकहरू प्रयोग गर्न सकिन्छ।
अन्तिम प्रयोग उत्पादन
+/- ०.००१” जति कम कडा सहनशीलता, प्रमाणित सामग्री विकल्पहरू र विभिन्न सतह उपचार प्रक्रियाहरूले CNC मेसिनिङलाई अन्तिम प्रयोगका भागहरूको लागि उत्कृष्ट प्रविधि बनाउँछ। हजारौं टुक्राहरू दिनमा तयार हुनेछन्।

सीएनसी मेसिनिङ सामग्री चयन----धातु
FCE ले तपाईंलाई उत्पादनको आवश्यकता र प्रयोग अनुसार उत्तम सामग्री फेला पार्न मद्दत गर्नेछ। उत्तम सामग्री फेला पार्न छिटो र लागत-प्रभावी विकल्पहरू बीच छनौट गर्नुहोस्।
·CNC मेसिनिङ एल्युमिनियम मिश्र धातुहरू
एल्युमिनियम ६०६१
एल्युमिनियम ५०५२
एल्युमिनियम २०२४
एल्युमिनियम ६०६३
एल्युमिनियम ७०५०
एल्युमिनियम ७०७५
एल्युमिनियम MIC-6
·CNC मेसिनिङ कपर मिश्र धातुहरू
कपर १०१
कपर C११०
·CNC मेसिनिङ कांस्य मिश्र धातुहरू
कपर C932
·CNC मेसिनिङ ब्रास मिश्र धातुहरू
कपर २६०
कपर ३६०
·CNC मेसिनिङ स्टेनलेस स्टील मिश्र धातुहरू
नाइट्रोनिक ६० (२१८ एसएस)
स्टेनलेस स्टील १५-५
स्टेनलेस स्टील १७-४
स्टेनलेस स्टील १८-८
स्टेनलेस स्टील ३०३
स्टेनलेस स्टील ३१६/३१६L
स्टेनलेस स्टील ४१६
स्टेनलेस स्टील ४१०
स्टेनलेस स्टील ४२०
स्टेनलेस स्टील ४४०C
· सीएनसी मेसिनिङ स्टील मिश्र धातुहरू
स्टील १०१८
स्टील १२१५
स्टील ४१३०
स्टील ४१४०
स्टील ४१४०PH
स्टील ४३४०
स्टील A36
·CNC मेसिनिङ टाइटेनियम मिश्र धातुहरू
टाइटेनियम (ग्रेड २)
टाइटेनियम (ग्रेड ५)
·CNC मेसिनिङ जस्ता मिश्र धातुहरू
जस्ता मिश्र धातु
सीएनसी मेसिनिङ सामग्री चयन---- प्लास्टिक
FCE ले तपाईंलाई उत्पादनको आवश्यकता र प्रयोग अनुसार उत्तम सामग्री फेला पार्न मद्दत गर्नेछ। उत्तम सामग्री फेला पार्न छिटो र लागत-प्रभावी विकल्पहरू बीच छनौट गर्नुहोस्।
·एबीएस
ABS लाई टर्निङ, मिलिङ, ड्रिलिङ र साईङ जस्ता मानक मेसिनिङ प्रविधिहरू मार्फत सजिलै मेसिन गरिन्छ।
· एक्रिलिक
पारदर्शी गिलास जस्तो प्लास्टिक, सामान्यतया बाहिरी प्रयोगको लागि प्रयोग गरिन्छ। राम्रो घिस्रने र आँसु आउने गुणहरू।
·डेलरिन (एसिटल)
डेल्रिनमा राम्रो आर्द्रता प्रतिरोध, उच्च पहिरन प्रतिरोध र कम घर्षण हुन्छ।
·ग्यारोलाइट G10
G10 बलियो, मेसिनयोग्य र विद्युतीय रूपमा इन्सुलेट गर्ने हो। यो फाइबरग्लास कपडा सुदृढीकरणको साथ ज्वाला-प्रतिरोधी इपोक्सी रालबाट बनेको छ।
· एचडीपीई
उच्च-घनत्व पोलिथिलीन राम्रो प्रभाव शक्ति भएको आर्द्रता र रसायन प्रतिरोधी प्लास्टिक हो। सामान्यतया बाहिरी अनुप्रयोगहरू, पानी प्रतिरोधी कन्टेनरहरू र सिलहरूको लागि प्रयोग गरिन्छ।
·नायलॉन ६/६
नायलन ६/६ ले बढाएको यान्त्रिक शक्ति, कठोरता, राम्रो स्थिरताले ताप र/वा रासायनिक प्रतिरोध प्रदान गर्दछ।
·पीसी (पोलिकार्बोनेट)
पीसीमा उत्कृष्ट मेकानिकल र संरचनात्मक गुणहरू छन्। अटोमोटिभ, एयरोस्पेस, र टिकाउपन र स्थिरता चाहिने अन्य अनुप्रयोगहरूमा व्यापक रूपमा प्रयोग गरिन्छ।
· हेर्दै
PEEK लाई प्रायः धातुका भागहरूको लागि हल्का तौलको वैकल्पिक सामग्रीको रूपमा प्रयोग गरिन्छ। सामान्यतया उच्च-तापमान, उच्च-तनाव अनुप्रयोगहरूमा प्रयोग गरिन्छ। PEEK ले रसायन, पहिरन र आर्द्रताको प्रतिरोध गर्दछ, उत्कृष्ट तन्य शक्ति प्रदान गर्दछ,
·पोलिप्रोपाइलिन
पोलिप्रोपाइलिन रासायनिक वा जंग प्रतिरोधी हो। यसमा उत्कृष्ट विद्युतीय गुणहरू छन् र थोरै वा कुनै पनि आर्द्रता अवशोषण हुँदैन। यसले व्यापक रूपमा फरक तापक्रममा लामो समयसम्म हल्का भारहरू बोक्छ।
·PTFE (टेफ्लॉन)
रासायनिक प्रतिरोध र अत्यधिक तापक्रममा कार्यसम्पादनको हिसाबले PTFE ले धेरैजसो प्लास्टिकहरूलाई उछिनेको छ। यसले धेरैजसो विलायकहरूलाई प्रतिरोध गर्छ र एक उत्कृष्ट विद्युतीय इन्सुलेटर हो।
·उहमडब्लु पीई
अति-उच्च आणविक तौल पोलिथिलीन। UHMW PE ले ओसिलोपन अवशोषित गर्दैन र यसले पहिरन र जंग प्रतिरोध, उच्च रासायनिक प्रतिरोध, कम सतह घर्षण, उच्च प्रभाव शक्तिको एक अद्वितीय संयोजन प्रदान गर्दछ।
·पीवीसी
PVC सामान्यतया तरल पदार्थको सम्पर्कमा आउने वा विद्युतीय इन्सुलेशन आवश्यक पर्ने वातावरणमा प्रयोग गरिन्छ। र यो अत्यधिक रासायनिक प्रतिरोधी सिंथेटिक प्लास्टिक पनि हो।
सीएनसी मेसिनिङ सतह समाप्त
मानक (मिल गरिएको रूपमा)
यो सबैभन्दा छिटो टर्नअराउन्ड मेसिनिङ प्रक्रिया हो। यसको सतहको खुरदरापन ३.२ μm (१२६ μin) छ। सबै तीखा किनारहरू हटाइएका छन्, र भागहरू डिबर गरिएका छन्। उपकरणका चिन्हहरू देखिने छन्।

माला ब्लास्ट
भागको सतह चिल्लो, म्याट देखिने गरी छोडिन्छ।
लड्यो
यो सबैभन्दा छिटो टर्नअराउन्ड मेसिनिङ प्रक्रिया हो। यसको सतहको खुरदरापन ३.२ μm (१२६ μin) छ। सबै तीखा किनारहरू हटाइएका छन्, र भागहरू डिबर गरिएका छन्। उपकरणका चिन्हहरू देखिने छन्।

एनोडाइज्ड
भागहरू धेरै फरक रंगहरूमा एनोडाइज गर्न सकिन्छ - स्पष्ट, कालो, खैरो, रातो, नीलो, सुनौलो।
निष्क्रियता
भागहरू धेरै फरक रंगहरूमा एनोडाइज गर्न सकिन्छ - कालो, पारदर्शी, रातो र सुनौलो।

पाउडर कोट
भागहरू धेरै फरक रंगहरूमा एनोडाइज गर्न सकिन्छ - कालो, पारदर्शी, रातो र सुनौलो।
सीएनसी मेसिनिङ डिजाइन दिशानिर्देशहरू
| सुविधा | विवरण |
| आन्तरिक कुना फिलेटहरू | त्रिज्याको लागि मानक ड्रिल आकार भन्दा ०.०२०” - ०.०५०” ठूलो आन्तरिक कुना फिलेटहरू डिजाइन गर्नुहोस्। आन्तरिक कुना त्रिज्याको लागि दिशानिर्देशको रूपमा १:६ (१:४ सिफारिस गरिएको) को ड्रिल व्यास देखि गहिराई अनुपात पालना गर्नुहोस्। |
| भुइँका फिलेटहरू | भित्री भागबाट सामग्री हटाउन एउटै उपकरण प्रयोग गर्न अनुमति दिन कुनाको फिलेट भन्दा सानो भुइँको फिलेट डिजाइन गर्नुहोस्। |
| अन्डरकटहरू | काट्ने उपकरणले पहुँचयोग्य बनाउनको लागि सधैं मानक आकारमा र कुनाहरूबाट टाढा अन्डरकटहरू डिजाइन गर्नुहोस्। |
| ट्याप गरिएको/थ्रेडेड प्वालको गहिराई | पूर्ण थ्रेडहरू सुनिश्चित गर्न ट्याप गरिएको प्वालको गहिराइभन्दा अलि बढी उपकरण क्लियरेन्स प्रदान गर्नुहोस्। |
| जटिलता | सीएनसी मेसिनिङ लागत घटाउन साना कटौतीहरूको संख्या न्यूनतम राख्नुहोस्; कार्य र सौन्दर्य सन्तुलन गर्न आवश्यक सुविधाहरूमा मात्र डिजाइन गर्नुहोस्। |
सीएनसी मेसिनिङ सहनशीलता
| सुविधा | विवरण |
| अधिकतम भाग आकार | ८०” x ४८” x २४” (२,०३२ x १,२१९ x ६१० मिमी) सम्मका मिसिएका पार्टपुर्जाहरू। ६२” (१,५७५ मिमी) लम्बाइ र ३२” (८१३ मिमी) व्याससम्मका खरादका पार्टपुर्जाहरू। |
| मानक लिड समय | ३ कार्य दिन |
| सामान्य सहनशीलता | अन्यथा निर्दिष्ट नगरिएसम्म, ISO 2768 अनुसार धातुहरूमा सहनशीलता +/- 0.005" (+/- 0.127 मिमी) मा राखिनेछ। प्लास्टिक र कम्पोजिटहरू +/- 0.010" हुनेछन्। |
| परिशुद्धता सहनशीलता | FCE ले GD&T कलआउटहरू सहित तपाईंको रेखाचित्र विशिष्टताहरू अनुसार कडा सहनशीलतामा निर्माण र निरीक्षण गर्न सक्छ। |
| न्यूनतम सुविधा आकार | ०.०२०” (०.५० मिमी)। यो भाग ज्यामिति र छनौट गरिएको सामग्रीको आधारमा फरक हुन सक्छ। |
| धागो र ट्याप गरिएका प्वालहरू | FCE ले कुनै पनि मानक थ्रेड साइज समायोजन गर्न सक्छ। हामी अनुकूलन थ्रेडहरू पनि मेसिन गर्न सक्छौं; यसको लागि म्यानुअल उद्धरण समीक्षा आवश्यक पर्नेछ। |
| किनाराको अवस्था | तीखा किनारहरू भाँचिएका छन् र पूर्वनिर्धारित रूपमा डिबर गरिएका छन्। |
| सतह समाप्त | मानक फिनिश मेसिन गरिएको छ: १२५ रा वा सोभन्दा राम्रो। उद्धरण प्राप्त गर्दा थप फिनिशिंग विकल्पहरू निर्दिष्ट गर्न सकिन्छ। |
हाम्रो गुणस्तर प्रतिज्ञा