SLA
SLA Design guide
Utskriftsoppløsning
Standard lagtykkelse: 100 µm Nøyaktighet: ±0,2 % (med en nedre grense på ±0,2 mm)
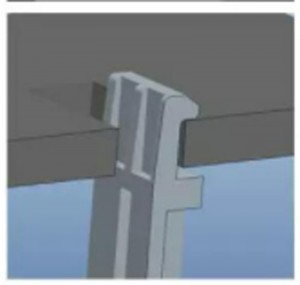
Størrelsesbegrensning 144 x 144 x 174 mm Minimum tykkelse Minimum veggtykkelse 0,8 mm – Med et forhold på 1:6
Etsing og preging
Minimum høyde og bredde detaljer Preget: 0,5 mm
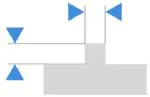
Gravert: 0,5 mm

Innelukket og låsende volum
Vedlagte deler? Ikke anbefalt Forriglingsdeler? Ikke anbefalt

Stykkemontering Begrensning
Forsamling? Ingen
Ingeniørkompetanse og veiledning
Ingeniørteamet vil hjelpe deg med å optimalisere støpedeldesign, GD&T-sjekk, materialvalg. 100% sikre produktet med høy produksjonsmulighet, kvalitet, sporbarhet
Simulering før skjæring av stål
For hver projeksjon vil vi bruke mold-flow, Creo, Mastercam for å simulere sprøytestøpeprosessen, maskineringsprosessen, tegneprosessen for å forutsi problemet før vi lager fysiske prøver
Kompleks produktdesign
Vi har de beste produksjonsanleggene innen sprøytestøping, CNC-maskinering og metallproduksjon. Som tillater kompleks produktdesign med høy presisjonskrav
Intern prosess
Sprøytestøping, sprøytestøping og andre prosess med putetrykk, varmestaking, varmstempling, montering er alt i huset, så du vil ha mye lav pris og pålitelig utviklingstid
Fordeler med SLA-utskrift

Høyt detaljnivå
Hvis du trenger nøyaktighet, er SLA den additive produksjonsprosessen du trenger for å lage svært detaljerte prototyper

Ulike applikasjoner
Fra bilindustrien til forbrukerprodukter, mange selskaper bruker stereolitografi for rask prototyping

Designfrihet
Designdrevet produksjon lar deg produsere komplekse geometrier
SLA-applikasjon

Automotive
Helse og medisin

Mekanikk

Høyteknologisk

Industrivarer
Elektronikk
SLA vs SLS vs FDM
| Eiendomsnavn | Stereolitografi | Selektiv lasersintring | Fused Deposition Modeling |
| Forkortelse | SLA | SLS | FDM |
| Materialtype | Væske (fotopolymer) | Pulver (polymer) | Solid (filamenter) |
| Materialer | Termoplast (elastomerer) | Termoplast som nylon, polyamid og polystyren; Elastomerer; Kompositter | Termoplast som ABS, polykarbonat og polyfenylsulfon; Elastomerer |
| Maks delstørrelse (in.) | 59,00 x 29,50 x 19,70 | 22.00 x 22.00 x 30.00 | 36,00 x 24,00 x 36,00 |
| Min funksjonsstørrelse (in.) | 0,004 | 0,005 | 0,005 |
| Min lagtykkelse (in.) | 0,0010 | 0,0040 | 0,0050 |
| Toleranse (in.) | ±0,0050 | ±0,0100 | ±0,0050 |
| Overflatefinish | Glatt | Gjennomsnittlig | Ujevn |
| Bygg fart | Gjennomsnittlig | Rask | Langsom |
| Søknader | Form/tilpasningstesting, Funksjonstesting, Raske verktøymønstre, Snappasninger, Svært detaljerte deler, Presentasjonsmodeller, Høyvarmeapplikasjoner | Form/tilpasningstesting, Funksjonstesting, Raske verktøymønstre, Mindre detaljerte deler, Deler med snap-pasninger og levende hengsler, Høyvarmeapplikasjoner | Form/tilpasningstesting, Funksjonstesting, Raske verktøymønstre, Små detaljerte deler, Presentasjonsmodeller, Pasient- og matapplikasjoner, Høyvarmeapplikasjoner |
SLA fordel
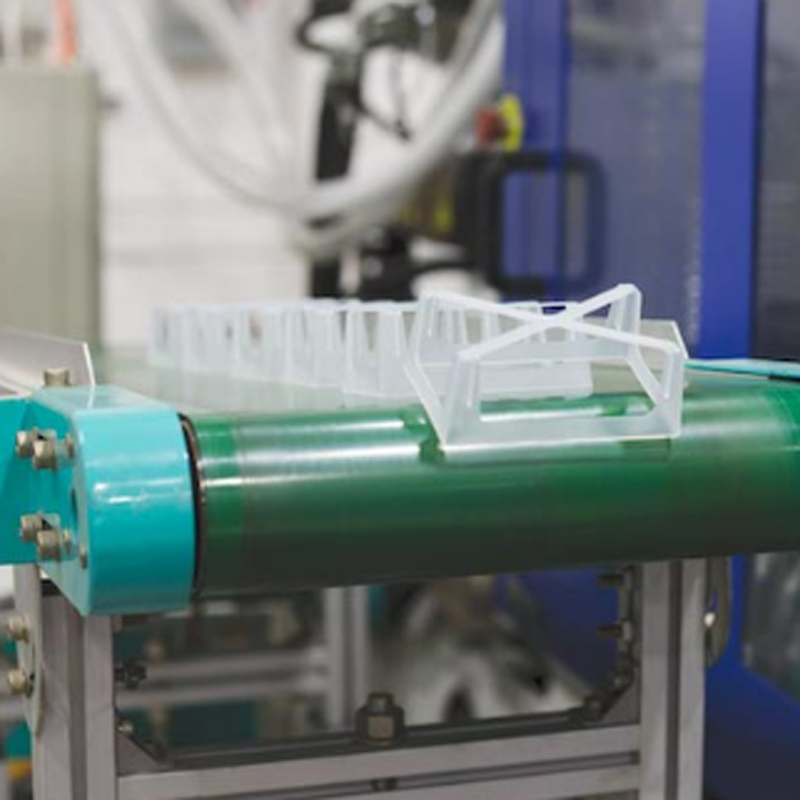
Stereolitografi er rask
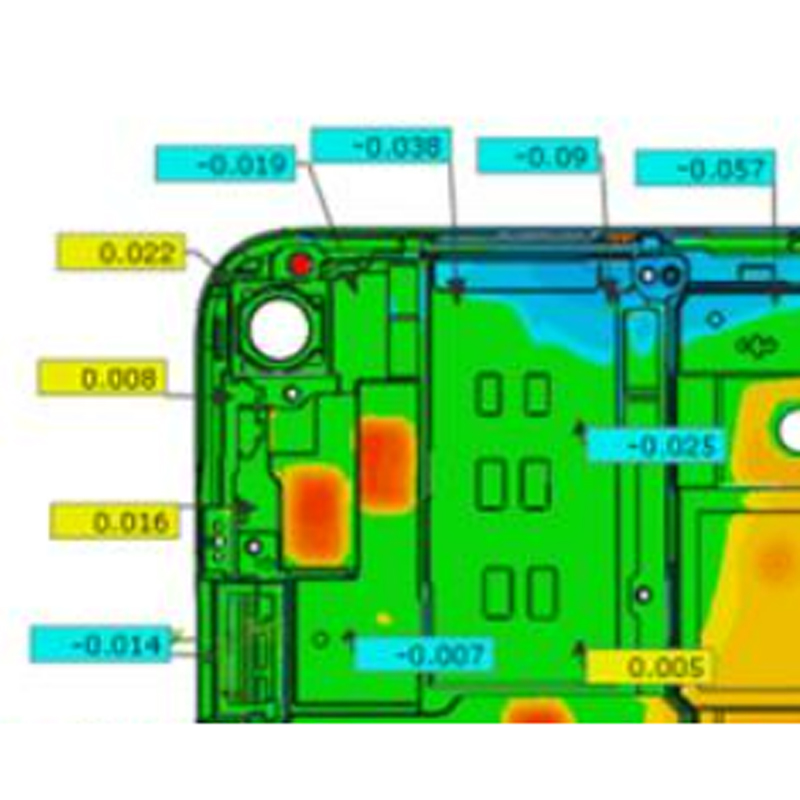
Stereolitografi er nøyaktig
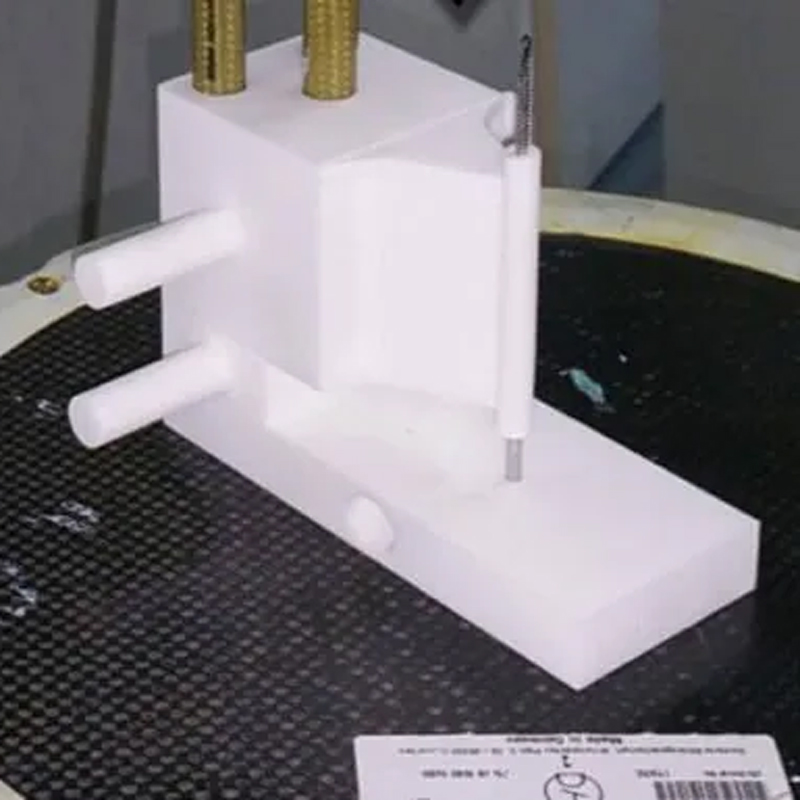
Stereolitografi fungerer med forskjellige materialer
Bærekraft
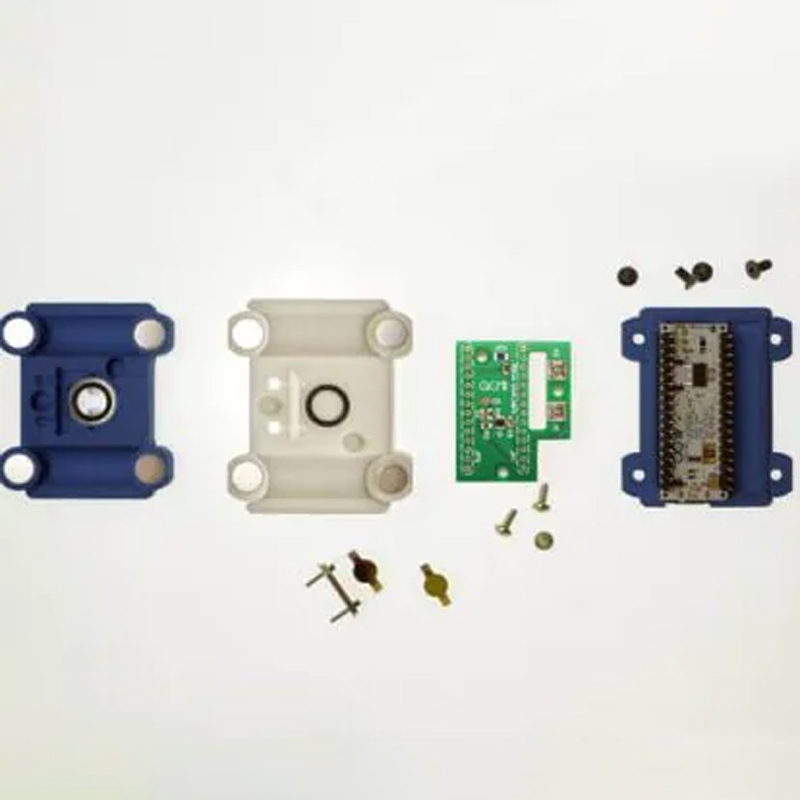
Monteringer med flere deler er mulig
Teksturering er mulig
