CNC maskineringstjeneste

CNC maskinering tilgjengelig prosess

CNC-freseservice
Med over 50 sett med 3, 4 og 5-akse CNC-maskiner for å gi den høyeste toleransen opp til ±0,0008″ (0,02 mm) presisjons CNC-fresedeler. Online maskinbutikk for prototypebearbeiding og produksjon.
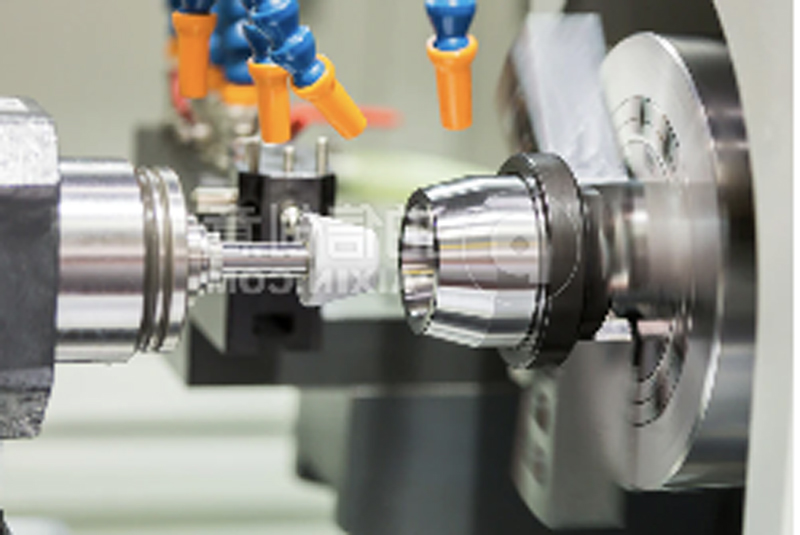
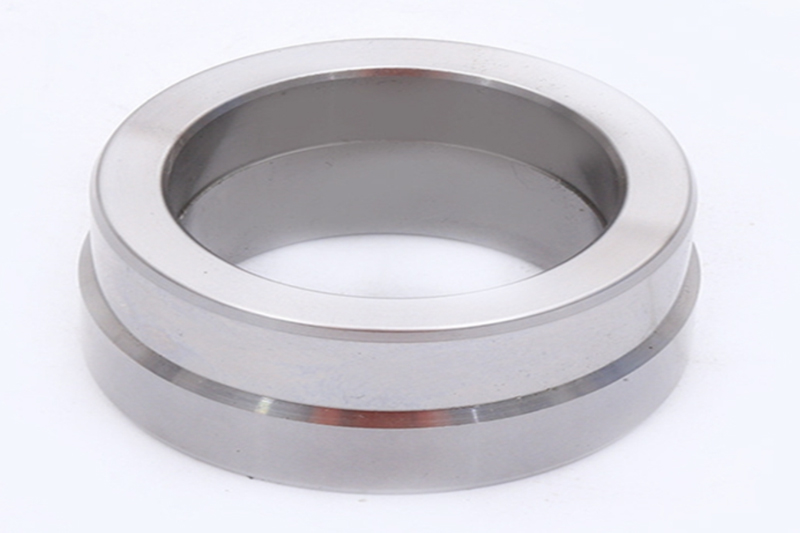
CNC-dreieservice
80+ CNC dreiebenker og CNC dreiesentre, kan gi kostnadseffektive presisjonsmaskiner med rask respons. 15+ år profesjonelle ingeniører for å støtte med komplekse produkter.

Maskinering av elektrisk utladning (EDM)
En berøringsfri bearbeidingsmetode for ømfintlige strukturer. to typer Electrical Discharge Machining (EDM) prosesser vi tilbyr, Wire EDM og Sinker EDM. Prosessene er nyttige for å kutte dype lommer og komplekse funksjoner som tannhjul og hull med kilespor.
CNC maskineringsapplikasjoner
Rask verktøy
CNC-bearbeiding er en perfekt løsning for å lage armaturer eller former. CNC-bearbeiding kan kutte et stort utvalg av fullt tette, holdbare materialer som aluminium 5052 og rustfritt stål.


Rask prototyping
Prototyper skal være klare om 1 dag. Vi har 20+ dyktige maskinister som støtter raske og høykvalitets prototyper. En rekke rimelige metallegeringer og plast kan brukes for prototyper.
Sluttbruksproduksjon
Trange toleranser så lave som +/- 0,001”, sertifiserbare materialalternativer og ulike overflatebehandlingsprosesser gjør CNC-bearbeiding til en utmerket teknologi for sluttbruksdeler.Tusen deler skal være klare på dager.

Valg av CNC-bearbeidingsmaterialer----metall
FCE vil hjelpe deg med å finne det beste materialet i henhold til produktkravet og applikasjonen. Velg mellom raske og kostnadseffektive alternativer for å finne det beste materialet.
·CNC-bearbeiding av aluminiumslegeringer
Aluminium 6061
Aluminium 5052
Aluminium 2024
Aluminium 6063
Aluminium 7050
Aluminium 7075
MIC-6 i aluminium
·CNC maskinering av kobberlegeringer
Kobber 101
Kobber C110
·CNC-bearbeiding av bronselegeringer
Kobber C932
·CNC-bearbeiding av messinglegeringer
Kobber 260
Kobber 360
·CNC-bearbeiding av rustfrie stållegeringer
Nitronic 60 (218 SS)
Rustfritt stål 15-5
Rustfritt stål 17-4
Rustfritt stål 18-8
Rustfritt stål 303
Rustfritt stål 316/316L
Rustfritt stål 416
Rustfritt stål 410
Rustfritt stål 420
Rustfritt stål 440C
· CNC-bearbeiding av stållegeringer
Stål 1018
Stål 1215
Stål 4130
Stål 4140
Stål 4140PH
Stål 4340
Stål A36
·CNC-bearbeiding av titanlegeringer
Titan (klasse 2)
Titan (klasse 5)
·CNC-bearbeiding av sinklegeringer
Sinklegering
Valg av CNC-bearbeidingsmaterialer---- Plast
FCE vil hjelpe deg med å finne det beste materialet i henhold til produktkravet og applikasjonen. Velg mellom raske og kostnadseffektive alternativer for å finne det beste materialet.
·ABS
ABS bearbeides enkelt via standard maskineringsteknikker, som dreiing, fresing, boring og saging.
· Akryl
En klar glasslignende plast brukes ofte til utendørs bruk. Gode slitasjeegenskaper.
·Delrin (acetal)
Delrin har god fuktmotstand, høy slitestyrke og lav friksjon.
·Garolite G10
G10 er sterk, bearbeidbar og elektrisk isolerende. Den er laget av en flammehemmende epoksyharpiks med forsterkning av glassfiberstoff.
·HDPE
Høydensitetspolyetylen er en fukt- og kjemikaliebestandig plast med god slagfasthet. Vanligvis brukt til utendørs bruk, vanntette beholdere og tetninger.
·Nylon 6/6
Nylon 6/6 økt mekanisk styrke, stivhet, god stabilitet under gir varme- og/eller kjemikaliebestandighet.
·PC (polykarbonat)
PC har overlegne mekaniske og strukturelle egenskaper. Brukes mye i bilindustrien, romfart og andre applikasjoner som krever holdbarhet og stabilitet.
·KIT
PEEK brukes ofte som et lett alternativt materiale for metalldeler. Vanligvis brukt i høytemperatur- og høystressapplikasjoner. PEEK motstår kjemikalier, slitasje og fuktighet, og tilbyr utmerket strekkstyrke,
· Polypropylen
Polypropylen er kjemisk eller korrosjonsbestandig. Den har utmerkede elektriske egenskaper og liten eller ingen fuktighetsabsorpsjon. Den bærer lett belastning i lang tid i vidt varierende temperaturer.
·PTFE (teflon)
PTFE overgår de fleste plaster når det gjelder kjemisk motstand og ytelse i ekstreme temperaturer. Den motstår de fleste løsemidler og er en utmerket elektrisk isolator.
·UHMW PE
Polyetylen med ultrahøy molekylvekt. UHMW PE absorberer ikke fuktighet og gir en unik kombinasjon av slitasje- og korrosjonsbestandighet, høy kjemisk motstand, lav overflatefriksjon, høy slagstyrke.
· PVC
PVC brukes ofte i miljøer som er utsatt for væsker eller krever elektrisk isolasjon. Og er også svært kjemikaliebestandig syntetisk plast
CNC-bearbeiding av overflatefinish
Standard (som frest)
Det er den raskeste bearbeidingsprosessen. Den har en overflateruhet på 3,2 μm (126 μin). Alle skarpe kanter fjernes, og deler avgrades. Verktøymerker er synlige.

Bead Blast
Deloverflaten får et jevnt, matt utseende
tumlet
Det er den raskeste bearbeidingsprosessen. Den har en overflateruhet på 3,2 μm (126 μin). Alle skarpe kanter fjernes, og deler avgrades. Verktøymerker er synlige.

Anodisert
Deler kan anodiseres i mange forskjellige farger – klar, svart, grå, rød, blå, gull.
Passivasjon
Deler kan anodiseres i mange forskjellige farger - svart, klar, rød og gull.

Powder Coat
Deler kan anodiseres i mange forskjellige farger - svart, klar, rød og gull.
CNC maskineringsdesign retningslinjer
| Trekk | Beskrivelse |
| Innvendige hjørnefileter | Design innvendige hjørnefileter til å være 0,020" - 0,050" større enn en standard borstørrelse for radiene. Følg et forhold mellom bordiameter og dybde på 1:6 (1:4 anbefales) som en retningslinje for innvendige hjørneradier. |
| Gulvfileter | Design gulvfileter mindre enn hjørnefileter for å la samme verktøy fjerne materiale fra interiøret. |
| Underskjæringer | Design alltid underskjæringer til standardstørrelser og vekk fra hjørner slik at de er tilgjengelige for skjæreverktøyet. |
| Tapet/gjenget hulldybde | Sørg for verktøyklaring litt over hulldybden for å sikre komplette gjenger. |
| Kompleksitet | Hold antallet små kutt på et minimum for å redusere CNC-maskinkostnadene; bare design i de nødvendige funksjonene for å balansere funksjon med estetikk. |
CNC-bearbeidingstoleranser
| Trekk | Beskrivelse |
| Maksimal delstørrelse | Freste deler opp til 80" x 48" x 24" (2032 x 1219 x 610 mm). Dreiebenkdeler opptil 62" (1575 mm) lengde og 32" (813 mm) diameter. |
| Standard ledetid | 3 virkedager |
| Generelle toleranser | Toleranser på metaller holdes til +/- 0,005" (+/- 0,127 mm) i henhold til ISO 2768 med mindre annet er spesifisert. Plast og kompositter vil være +/- 0,010". |
| Presisjonstoleranser | FCE kan produsere og inspisere til stramme toleranser i henhold til dine tegningsspesifikasjoner, inkludert GD&T-forklaringer. |
| Minimum funksjonsstørrelse | 0,020” (0,50 mm). Dette kan variere avhengig av delens geometri og valgt materiale. |
| Gjenger og hull | FCE kan romme alle standard gjengestørrelser. Vi kan også bearbeide tilpassede tråder; disse vil kreve en manuell prisgjennomgang. |
| Kanttilstand | Skarpe kanter er brutt og avgradet som standard |
| Overflatefinish | Standardfinishen er maskinert: 125 Ra eller bedre. Ytterligere etterbehandlingsalternativer kan spesifiseres når du får et tilbud. |
Vårt kvalitetsløfte