Usługa obróbki CNC

Dostępny proces obróbki CNC

Usługa frezowania CNC
Z ponad 50 zestawami maszyn CNC 3, 4 i 5-osiowych, aby zapewnić najwyższą tolerancję do ±0,0008″ (0,02 mm) Precyzyjne części frezowane CNC. Sklep internetowy z maszynami do prototypowej obróbki i produkcji.
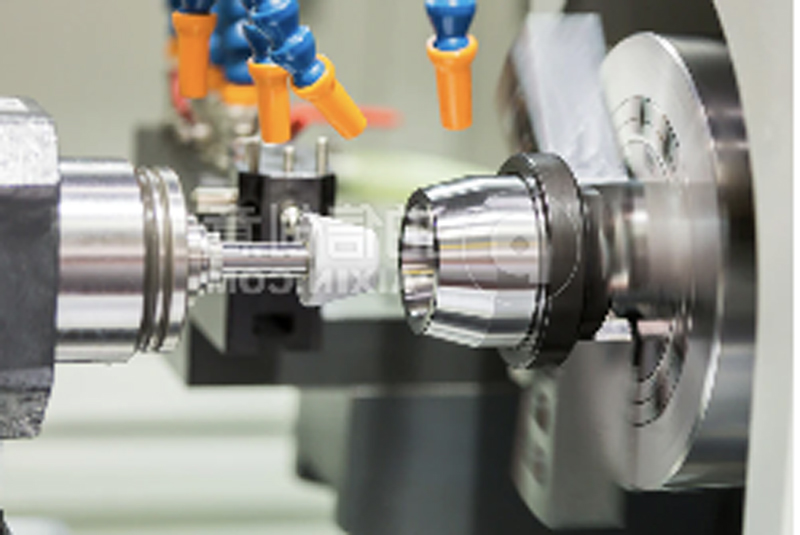
Usługa toczenia CNC
Ponad 80 tokarek CNC i centrów tokarskich CNC zapewnia ekonomiczne i precyzyjne usługi obróbki skrawaniem z szybką reakcją. Ponad 15 lat profesjonalnych inżynierów udziela wsparcia przy złożonych produktach.

Obróbka elektroerozyjna (EDM)
Bezkontaktowa metoda obróbki delikatnych struktur. Oferujemy dwa rodzaje procesów obróbki elektroerozyjnej (EDM), drut EDM i Sinker EDM. Procesy te są przydatne do cięcia głębokich kieszeni i złożonych elementów, takich jak koła zębate i otwory z rowkiem wpustowym.
Zastosowania obróbki CNC
Szybkie narzędzia
Obróbka CNC to doskonałe rozwiązanie do tworzenia oprzyrządowania lub form. Obróbka CNC może ciąć szeroką gamę w pełni gęstych, trwałych materiałów, takich jak aluminium 5052 i stal nierdzewna.


Szybkie prototypowanie
Prototypy będą gotowe w ciągu 1 dnia. Mamy ponad 20 wykwalifikowanych maszynistów, którzy wspierają szybkie i wysokiej jakości prototypy. Do prototypów można stosować różnorodne niedrogie stopy metali i tworzywa sztuczne.
Produkcja końcowa
Ścisłe tolerancje od +/- 0,001”, certyfikowane opcje materiałów i różne procesy obróbki powierzchni sprawiają, że obróbka CNC jest doskonałą technologią dla części do użytku końcowego. Tysiące części będą gotowe w ciągu kilku dni.

Wybór materiałów do obróbki CNC----Metal
FCE pomoże Ci znaleźć najlepszy materiał zgodnie z wymaganiami produktu i zastosowaniem. Wybierz spośród szybkich i ekonomicznych opcji, aby znaleźć najlepszy materiał.
·Obróbka CNC stopów aluminium
Aluminium 6061
Aluminium 5052
Aluminium 2024
Aluminium 6063
Aluminium 7050
Aluminium 7075
Aluminium MIC-6
·Obróbka CNC stopów miedzi
Miedź 101
Miedź C110
·Obróbka CNC stopów brązu
Miedź C932
·Obróbka CNC stopów mosiądzu
Miedź 260
Miedź 360
·Obróbka CNC stopów stali nierdzewnej
Nitronik 60 (218 SS)
Stal nierdzewna 15-5
Stal nierdzewna 17-4
Stal nierdzewna 18-8
Stal nierdzewna 303
Stal nierdzewna 316/316L
Stal nierdzewna 416
Stal nierdzewna 410
Stal nierdzewna 420
Stal nierdzewna 440C
· Obróbka CNC stopów stali
Stal 1018
Stal 1215
Stal 4130
Stal 4140
Stal 4140PH
Stal 4340
Stal A36
·Obróbka CNC stopów tytanu
Tytan (klasa 2)
Tytan (klasa 5)
·Obróbka CNC stopów cynku
Stop cynku
Wybór materiałów do obróbki CNC----Plastik
FCE pomoże Ci znaleźć najlepszy materiał zgodnie z wymaganiami produktu i zastosowaniem. Wybierz spośród szybkich i ekonomicznych opcji, aby znaleźć najlepszy materiał.
·ABS
Materiał ABS można łatwo obrabiać standardowymi metodami, takimi jak toczenie, frezowanie, wiercenie i piłowanie.
·Akryl
Przezroczysty, szklany plastik, powszechnie używany do użytku na zewnątrz. Dobre właściwości użytkowe.
·Delrin (acetal)
Delrin charakteryzuje się dobrą odpornością na wilgoć, wysoką odpornością na zużycie i niskim tarciem.
·Garolit G10
G10 jest mocny, obrabialny i izolujący elektrycznie. Wykonany jest z żywicy epoksydowej ognioodpornej ze wzmocnieniem z włókna szklanego.
·HDPE
Polietylen o wysokiej gęstości to tworzywo sztuczne odporne na wilgoć i chemikalia, o dobrej wytrzymałości na uderzenia. Powszechnie stosowane do zastosowań zewnętrznych, wodoszczelnych pojemników i uszczelnień.
·Nylon 6/6
Nylon 6/6 charakteryzuje się zwiększoną wytrzymałością mechaniczną, sztywnością, dobrą stabilnością w warunkach wysokiej temperatury i odporności chemicznej.
·PC (poliwęglan)
PC ma doskonałe właściwości mechaniczne i strukturalne. Szeroko stosowany w motoryzacji, lotnictwie i innych zastosowaniach wymagających trwałości i stabilności.
·ZERKAĆ
PEEK jest często używany jako lekki alternatywny materiał do części metalowych. Powszechnie używany w zastosowaniach o wysokiej temperaturze i dużym naprężeniu. PEEK jest odporny na chemikalia, zużycie i wilgoć, oferując doskonałą wytrzymałość na rozciąganie,
·Polipropylen
Polipropylen jest odporny na działanie chemikaliów i korozję. Ma doskonałe właściwości elektryczne i niewielką lub żadną absorpcję wilgoci. Przenosi lekkie obciążenia przez długi czas w bardzo zróżnicowanych temperaturach.
·PTFE (teflon)
PTFE przewyższa większość tworzyw sztucznych pod względem odporności chemicznej i wydajności w ekstremalnych temperaturach. Jest odporny na większość rozpuszczalników i jest doskonałym izolatorem elektrycznym.
·UHMW PE
Polietylen o bardzo dużej masie cząsteczkowej. UHMW PE nie pochłania wilgoci i oferuje unikalne połączenie odporności na zużycie i korozję, wysokiej odporności chemicznej, niskiego tarcia powierzchniowego, wysokiej odporności na uderzenia.
·PVC
PVC jest powszechnie stosowany w środowiskach narażonych na działanie cieczy lub wymagających izolacji elektrycznej. Jest również wysoce odpornym na chemikalia syntetycznym plastikiem
Wykończenia powierzchni obróbki CNC
Standard (frezowany)
To najszybszy proces obróbki. Chropowatość powierzchni wynosi 3,2 μm (126 μin). Wszystkie ostre krawędzie są usuwane, a części są gratowane. Widoczne są ślady narzędzi.

Wybuch kulek
Powierzchnia części pozostaje gładka i matowa
Zdewastowany
To najszybszy proces obróbki. Chropowatość powierzchni wynosi 3,2 μm (126 μin). Wszystkie ostre krawędzie są usuwane, a części są gratowane. Widoczne są ślady narzędzi.

Anodowany
Części można anodować w wielu różnych kolorach: przezroczystym, czarnym, szarym, czerwonym, niebieskim, złotym.
Pasywacja
Części można anodować w wielu kolorach — czarnym, przezroczystym, czerwonym i złotym.

Malowanie proszkowe
Części można anodować w wielu kolorach — czarnym, przezroczystym, czerwonym i złotym.
Wytyczne projektowania obróbki CNC
| Funkcja | Opis |
| Wewnętrzne narożniki | Zaprojektuj wewnętrzne narożniki o promieniach większych o 0,020” - 0,050” od standardowego rozmiaru wiertła. Stosuj stosunek średnicy do głębokości wiertła 1:6 (zalecane 1:4) jako wytyczną dla wewnętrznych narożników. |
| Listwy podłogowe | Zaprojektuj mniejsze wypustki podłogowe niż wypustki narożne, aby umożliwić temu samemu narzędziu usuwanie materiału z wnętrza. |
| Podcięcia | Podcięcia należy zawsze projektować w standardowych rozmiarach i z dala od narożników, aby były dostępne dla narzędzia tnącego. |
| Głębokość otworu gwintowanego | Pozostaw odrobinę luzu na narzędzie poza głębokością gwintowanego otworu, aby zapewnić wykonanie pełnego gwintu. |
| Złożoność | Aby obniżyć koszty obróbki CNC, należy ograniczyć liczbę małych cięć do minimum; w projekcie należy uwzględnić tylko te elementy, które są niezbędne, aby zachować równowagę między funkcjonalnością a estetyką. |
Tolerancje obróbki CNC
| Funkcja | Opis |
| Maksymalny rozmiar części | Frezowane części do 80” x 48” x 24” (2032 x 1219 x 610 mm). Toczenie części do 62” (1575 mm) długości i 32” (813 mm) średnicy. |
| Standardowy czas realizacji | 3 dni robocze |
| Tolerancje ogólne | Tolerancje dla metali będą utrzymywane na poziomie +/- 0,005" (+/- 0,127 mm) zgodnie z normą ISO 2768, chyba że określono inaczej. Tworzywa sztuczne i kompozyty będą utrzymywane na poziomie +/- 0,010”. |
| Tolerancje precyzji | FCE może produkować i przeprowadzać kontrole z zachowaniem ścisłych tolerancji zgodnie ze specyfikacjami rysunków, w tym odwołaniami GD&T. |
| Minimalny rozmiar funkcji | 0,020” (0,50 mm). Może się różnić w zależności od geometrii części i wybranego materiału. |
| Gwinty i otwory gwintowane | FCE może obsłużyć każdy standardowy rozmiar gwintu. Możemy również obrabiać niestandardowe gwinty; będą one wymagały ręcznej wyceny. |
| Stan krawędzi | Ostre krawędzie są domyślnie łamane i gratowane |
| Wykończenie powierzchni | Standardowe wykończenie to as-machine: 125 Ra lub lepsze. Dodatkowe opcje wykończenia można określić podczas uzyskiwania wyceny. |
Nasza obietnica jakości