SLA
SLA-designguide
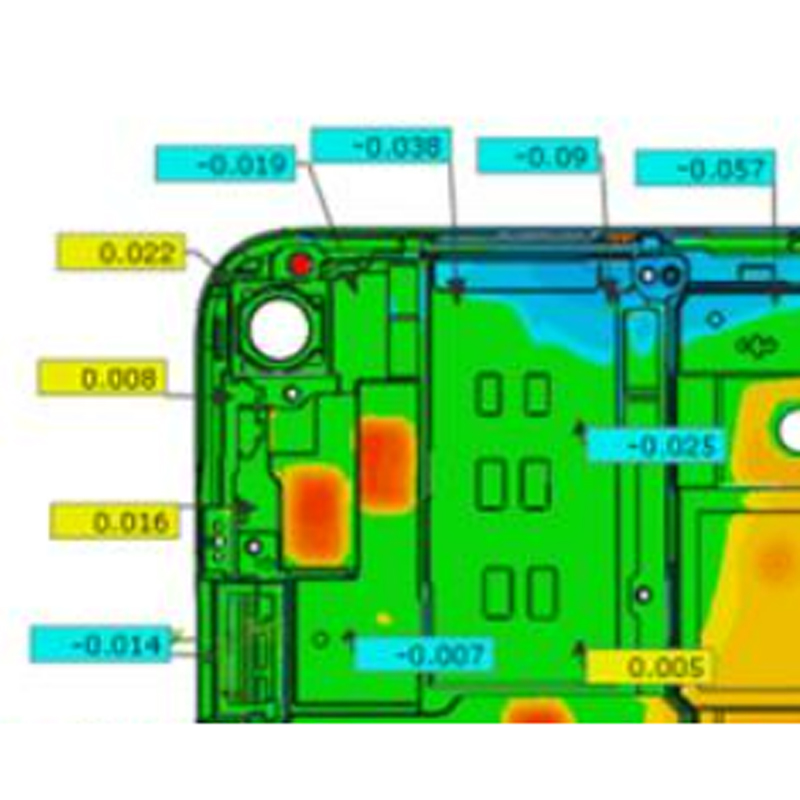
Utskriftsupplösning
Standardskikttjocklek: 100 µm Noggrannhet: ±0,2 % (med en nedre gräns på ±0,2 mm)
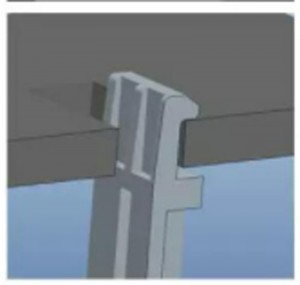
Storleksbegränsning 144 x 144 x 174 mm Minsta tjocklek Minsta väggtjocklek 0,8 mm – Med ett förhållande på 1:6
Etsning och prägling
Minsta höjd- och bredddetaljer Präglade: 0,5 mm
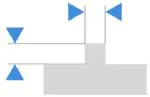
Graverad: 0,5 mm

Sluten och sammankopplande volym
Slutna delar? Rekommenderas inte. Sammankopplade delar? Rekommenderas inte.

Begränsning av styckemontering
Montering? Nej
Ingenjörsexpertis och vägledning
Ingenjörsteamet hjälper dig att optimera designen av gjutdetaljer, GD&T-kontroll och materialval. 100 % garanterar produkten med hög produktionsgenomförbarhet, kvalitet och spårbarhet.
Simulering före skärning av stål
För varje projektion kommer vi att använda mold-flow, Creo och Mastercam för att simulera formsprutningsprocessen, bearbetningsprocessen och ritprocessen för att förutsäga problemet innan vi tillverkar fysiska prover.
Komplex produktdesign
Vi har tillverkningsanläggningar av högsta kvalitet inom formsprutning, CNC-bearbetning och plåttillverkning. Vilket möjliggör komplex produktdesign med hög precision.
Intern process
Tillverkning av formsprutor, formsprutning och andra processen med tampongtryck, värmeutstickning, varmstämpling och montering sker alla internt, så du får mycket låg kostnad och pålitlig utvecklingstid.
Fördelar med SLA-utskrift

Hög detaljnivå
Om du behöver noggrannhet är SLA den additiva tillverkningsprocessen du behöver för att skapa mycket detaljerade prototyper.

Olika tillämpningar
Från fordonsindustrin till konsumentprodukter använder många företag stereolitografi för snabb prototypframställning.

Designfrihet
Designdriven tillverkning låter dig producera komplexa geometrier
SLA-ansökan

Bil
Hälso- och sjukvård

Mekanik

Högteknologi

Industrivaror
Elektronik
SLA vs SLS vs FDM
| Fastighetsnamn | Stereolitografi | Selektiv lasersintring | Modellering av sammansmält deposition |
| Förkortning | SLA | SLS | FDM |
| Materialtyp | Flytande (fotopolymer) | Pulver (polymer) | Fasta (filament) |
| Material | Termoplaster (elastomerer) | Termoplaster såsom nylon, polyamid och polystyren; elastomerer; kompositer | Termoplaster såsom ABS, polykarbonat och polyfenylsulfon; elastomerer |
| Max delstorlek (tum) | 59,00 x 29,50 x 19,70 | 22,00 x 22,00 x 30,00 | 36,00 x 24,00 x 36,00 |
| Minsta funktionsstorlek (tum) | 0,004 | 0,005 | 0,005 |
| Minsta lagertjocklek (tum) | 0,0010 | 0,0040 | 0,0050 |
| Tolerans (tum) | ±0,0050 | ±0,0100 | ±0,0050 |
| Ytbehandling | Jämna | Genomsnitt | Grov |
| Bygghastighet | Genomsnitt | Snabb | Långsam |
| Applikationer | Form-/passningstestning, Funktionstestning, Snabba verktygsmönster, Snäpppassningar, Mycket detaljerade delar, Presentationsmodeller, Hög värmetillämpningar | Form-/passningstestning, Funktionstestning, Snabba verktygsmönster, Mindre detaljerade delar, Delar med snäppfästen och gångjärn, Hög värmetillämpningar | Form-/passningstestning, Funktionstestning, Snabba verktygsmönster, Små detaljerade delar, Presentationsmodeller, Patient- och livsmedelsapplikationer, Hög värme |
SLA-fördel
Stereolitografi är snabb
Stereolitografi är korrekt
Stereolitografi fungerar med olika material
Hållbarhet
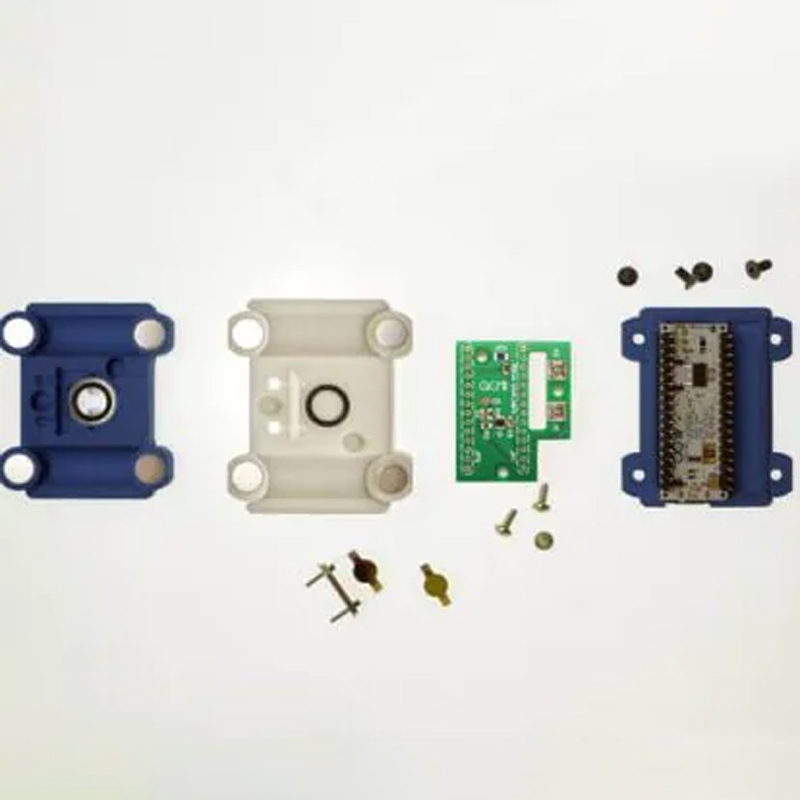
Flerdelade monteringar är möjliga
Texturering är möjlig
