CNC-bearbetningstjänst

CNC-bearbetning tillgänglig process

CNC-fräsningstjänst
Med över 50 uppsättningar av 3-, 4- och 5-axliga CNC-maskiner för att ge högsta tolerans upp till ±0,0008″ (0,02 mm) precisions-CNC-fräsdetaljer. Online-maskinbutik för prototypbearbetning och produktion.
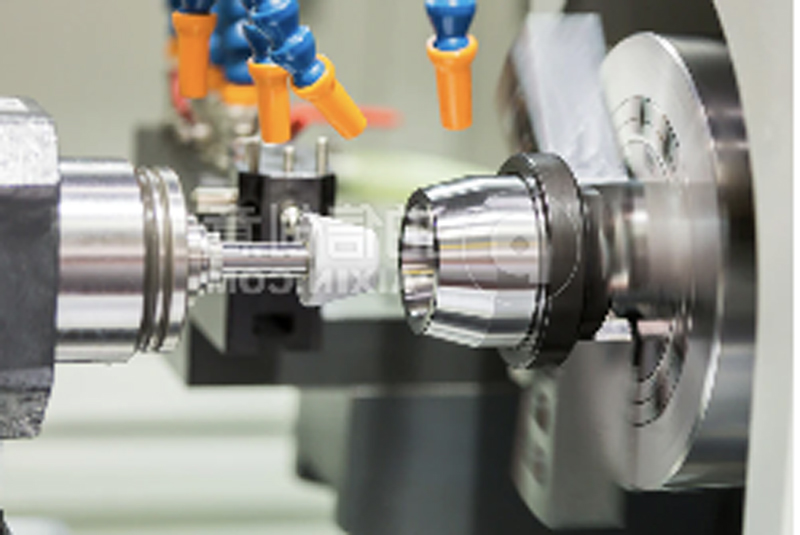
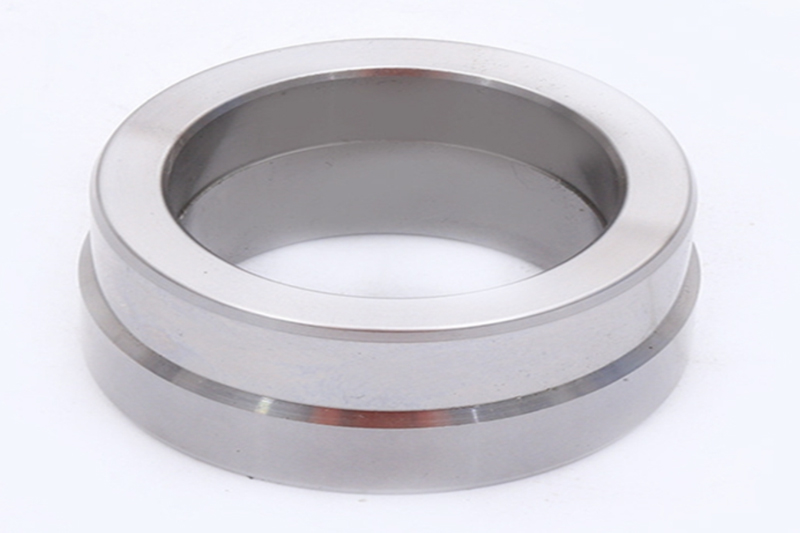
CNC-svarvningstjänst
80+ CNC-svarvar och CNC-svarvar, kan erbjuda kostnadseffektiva precisionsbearbetningstjänster med snabb respons. 15+ års professionella ingenjörer för att stödja komplexa produkter.

Elektrisk urladdningsbearbetning (EDM)
En beröringsfri bearbetningsmetod för ömtåliga strukturer. Vi erbjuder två typer av elektrisk urladdningsbearbetningsprocesser (EDM), trådgnist och sänkgnist. Processerna är användbara för att skära djupa fickor och komplexa detaljer som kugghjul och hål med kilspår.
CNC-bearbetningsapplikationer
Snabbverktyg
CNC-bearbetning är en perfekt lösning för att skapa fixturer eller formar. CNC-bearbetning kan skära en mängd olika heltäta, hållbara material som aluminium 5052 och rostfritt stål.


Snabb prototypframställning
Prototyper ska vara klara inom 1 dag. Vi har över 20 skickliga maskinister för att stödja snabba och högkvalitativa prototyper. En mängd olika prisvärda metalllegeringar och plaster kan användas för prototyper.
Slutanvändningsproduktion
Snäva toleranser så låga som +/- 0,001”, certifierbara materialalternativ och olika ytbehandlingsprocesser gör CNC-bearbetning till en utmärkt teknik för slutanvändningsdelar. Tusentals delar ska vara klara på några dagar.

CNC-bearbetningsmaterialval ---- Metall
FCE hjälper dig att hitta det bästa materialet utifrån produktkrav och tillämpning. Välj mellan snabba och kostnadseffektiva alternativ för att hitta det bästa materialet.
·CNC-bearbetning av aluminiumlegeringar
Aluminium 6061
Aluminium 5052
Aluminium 2024
Aluminium 6063
Aluminium 7050
Aluminium 7075
Aluminium MIC-6
·CNC-bearbetning av kopparlegeringar
Koppar 101
Koppar C110
·CNC-bearbetning av bronslegeringar
Koppar C932
·CNC-bearbetning av mässingslegeringar
Koppar 260
Koppar 360
·CNC-bearbetning av rostfria stållegeringar
Nitronic 60 (218 SS)
Rostfritt stål 15-5
Rostfritt stål 17-4
Rostfritt stål 18-8
Rostfritt stål 303
Rostfritt stål 316/316L
Rostfritt stål 416
Rostfritt stål 410
Rostfritt stål 420
Rostfritt stål 440C
· CNC-bearbetning av stållegeringar
Stål 1018
Stål 1215
Stål 4130
Stål 4140
Stål 4140PH
Stål 4340
Stål A36
·CNC-bearbetning av titanlegeringar
Titan (grad 2)
Titan (grad 5)
·CNC-bearbetning av zinklegeringar
Zinklegering
Val av CNC-bearbetningsmaterial ---- Plast
FCE hjälper dig att hitta det bästa materialet utifrån produktkrav och tillämpning. Välj mellan snabba och kostnadseffektiva alternativ för att hitta det bästa materialet.
·ABS
ABS bearbetas enkelt med vanliga bearbetningstekniker, såsom svarvning, fräsning, borrning och sågning.
·Akryl
En klar glasliknande plast, används ofta för utomhusbruk. Bra slitstyrka.
·Delrin (Acetal)
Delrin har god fuktbeständighet, hög slitstyrka och låg friktion.
·Garolite G10
G10 är stark, maskinbearbetbar och elektriskt isolerande. Den är tillverkad av flamskyddad epoxiharts med glasfiberförstärkning.
·HDPE
Högdensitetspolyeten är en fukt- och kemikaliebeständig plast med god slagtålighet. Används ofta för utomhusbruk, vattentäta behållare och tätningar.
·Nylon 6/6
Nylon 6/6 ökad mekanisk hållfasthet, styvhet, god stabilitet under ger värme- och/eller kemisk resistens.
·PC (polykarbonat)
PC har överlägsna mekaniska och strukturella egenskaper. Används flitigt inom fordonsindustrin, flyg- och rymdindustrin och andra tillämpningar som kräver hållbarhet och stabilitet.
·TITT
PEEK används ofta som ett lättviktigt alternativt material för metalldelar. Används ofta i högtemperatur- och högbelastningstillämpningar. PEEK motstår kemikalier, slitage och fukt och erbjuder utmärkt draghållfasthet.
·Polypropen
Polypropylen är kemiskt och korrosionsbeständigt. Det har utmärkta elektriska egenskaper och liten eller ingen fuktabsorption. Det klarar lätta belastningar under lång tid i mycket varierande temperaturer.
·PTFE (Teflon)
PTFE överträffar de flesta plaster när det gäller kemisk resistens och prestanda i extrema temperaturer. Den motstår de flesta lösningsmedel och är en utmärkt elektrisk isolator.
·UHMW PE
Polyeten med ultrahög molekylvikt. UHMW PE absorberar inte fukt och erbjuder en unik kombination av slit- och korrosionsbeständighet, hög kemisk resistens, låg ytfriktion och hög slagtålighet.
·PVC
PVC används ofta i miljöer som utsätts för vätskor eller kräver elektrisk isolering. Och är också en mycket kemikalieresistent syntetisk plast.
CNC-bearbetning av ytbehandlingar
Standard (fräst)
Det är den snabbaste vändningsprocessen. Den har en ytjämnhet på 3,2 μm (126 μin). Alla vassa kanter avlägsnas och delar gradas. Verktygsmärken är synliga.

Pärlsprängning
Delytan lämnas med ett slätt, matt utseende
Tumlade
Det är den snabbaste vändningsprocessen. Den har en ytjämnhet på 3,2 μm (126 μin). Alla vassa kanter avlägsnas och delar gradas. Verktygsmärken är synliga.

Anodiserad
Delar kan anodiseras i många olika färger – klar, svart, grå, röd, blå, guld.
Passivering
Delar kan anodiseras i många olika färger – svart, klar, röd och guld.

Pulverlackering
Delar kan anodiseras i många olika färger – svart, klar, röd och guld.
Riktlinjer för CNC-bearbetningsdesign
| Särdrag | Beskrivning |
| Invändiga hörnfiléer | Konstruera innerhörnavrundningar så att de är 0,020” - 0,050” större än en standardborrstorlek för radierna. Följ ett förhållande mellan borrdiameter och djup på 1:6 (1:4 rekommenderas) som riktlinje för innerhörnradier. |
| Golvfiléer | Utforma golvfiléer mindre än hörnfiléer för att tillåta att samma verktyg avlägsnar material från insidan. |
| Underskärningar | Utforma alltid underskärningar i standardstorlekar och bort från hörn så att de är åtkomliga för skärverktyget. |
| Gängat/gängat håldjup | Se till att verktygsspelet har något bortom det gängade hålets djup för att säkerställa fullständiga gängor. |
| Komplexitet | Håll antalet små snitt till ett minimum för att minska kostnaderna för CNC-bearbetning; designa endast in de nödvändiga funktionerna för att balansera funktion med estetik. |
CNC-bearbetningstoleranser
| Särdrag | Beskrivning |
| Maximal delstorlek | Frästa detaljer upp till 80” x 48” x 24” (2 032 x 1 219 x 610 mm). Svarva detaljer upp till 62” (1 575 mm) längd och 32” (813 mm) diameter. |
| Standardledtid | 3 arbetsdagar |
| Allmänna toleranser | Toleranser för metaller kommer att hållas till +/- 0,005 tum (+/- 0,127 mm) i enlighet med ISO 2768 om inget annat anges. Plaster och kompositer kommer att vara +/- 0,010 tum. |
| Precisionstoleranser | FCE kan tillverka och inspektera med snäva toleranser enligt era ritningsspecifikationer, inklusive GD&T-utrop. |
| Minsta funktionsstorlek | 0,020” (0,50 mm). Detta kan variera beroende på delens geometri och valt material. |
| Gängor och gängade hål | FCE kan hantera alla standardgängstorlekar. Vi kan även bearbeta specialgängor; dessa kräver en manuell offertgranskning. |
| Kanttillstånd | Skarpa kanter är brutna och avgradade som standard |
| Ytbehandling | Standardfinishen är som maskinbearbetad: 125 Ra eller bättre. Ytterligare ytbehandlingsalternativ kan specificeras vid offertförfrågan. |
Vårt kvalitetslöfte