CNC مشینی سروس

CNC مشینی دستیاب عمل

CNC کی گھسائی کرنے والی سروس
±0.0008″ (0.02 ملی میٹر) پریسجن CNC ملنگ پارٹس تک سب سے زیادہ برداشت فراہم کرنے کے لیے 3، 4، اور 5 محور CNC مشینوں کے 50 سیٹوں کے ساتھ۔ پروٹوٹائپ مشینی اور پیداوار کے لیے آن لائن مشین شاپ۔
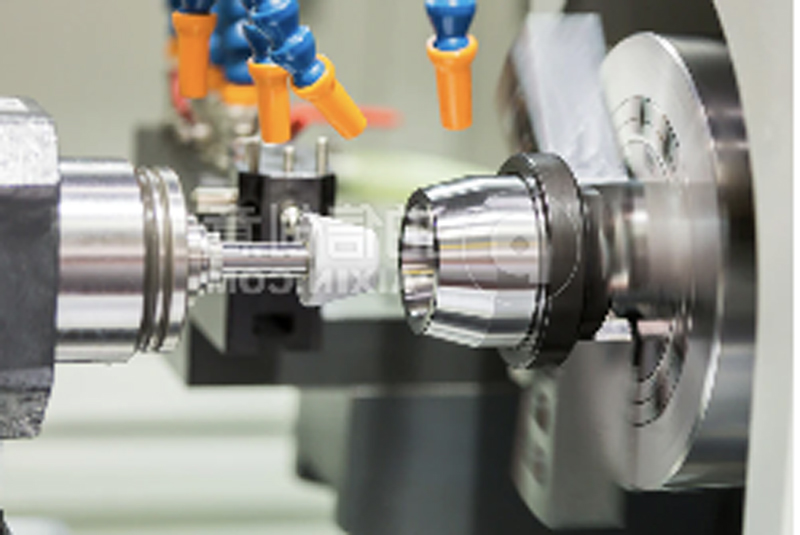
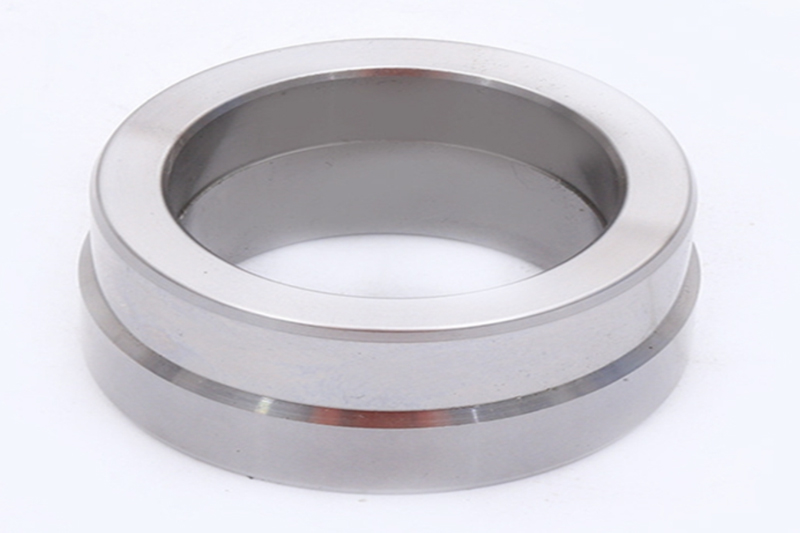
CNC ٹرننگ سروس
80+ سی این سی لیتھز اور سی این سی ٹرننگ سینٹرز، فوری رسپانس کے ساتھ لاگت سے موثر صحت سے متعلق مشینی خدمات فراہم کر سکتے ہیں۔ پیچیدہ مصنوعات کے ساتھ تعاون کے لیے 15+ سال پیشہ ور انجینئر۔

الیکٹریکل ڈسچارج مشیننگ (EDM)
نازک ڈھانچے کے لیے غیر رابطہ مشینی طریقہ۔ دو قسم کے الیکٹریکل ڈسچارج مشیننگ (EDM) کے عمل جو ہم پیش کرتے ہیں، وائر EDM اور Sinker EDM۔ یہ عمل گہری جیبیں کاٹنے اور کلیدی راستے کے ساتھ گیئرز اور سوراخ جیسی پیچیدہ خصوصیات کے لیے مفید ہیں۔
CNC مشینی ایپلی کیشنز
ریپڈ ٹولنگ
CNC مشینی فکسچر یا مولڈ بنانے کا ایک بہترین حل ہے۔ CNC مشینی ایلومینیم 5052 اور سٹینلیس سٹیل جیسے مکمل طور پر گھنے، پائیدار مواد کی اعلی قسم کو کاٹ سکتی ہے۔


ریپڈ پروٹو ٹائپنگ
پروٹو ٹائپ 1 دن میں تیار ہو جائیں گے۔ ہمارے پاس تیز رفتار اور اعلیٰ معیار کے پروٹو ٹائپس کو سپورٹ کرنے کے لیے 20+ ہنر مند مشینیں ہیں۔ پروٹوٹائپس کے لیے مختلف قسم کے سستی دھاتی مرکبات اور پلاسٹک کا اطلاق کیا جا سکتا ہے۔
اختتامی استعمال کی پیداوار
سخت رواداری کم از کم +/- 0.001”، قابل تصدیق مواد کے اختیارات اور مختلف سطح کے علاج کے عمل CNC مشینی کو آخری استعمال کے پرزوں کے لیے ایک بہترین ٹیکنالوجی بناتے ہیں۔ ہزاروں ٹکڑے دنوں میں تیار ہوتے ہیں۔

CNC مشینی مواد کا انتخاب ---- دھات
FCE مصنوعات کی ضرورت اور درخواست کے مطابق بہترین مواد تلاش کرنے میں آپ کی مدد کرے گا۔ بہترین مواد تلاش کرنے کے لیے تیز رفتار اور لاگت سے مؤثر اختیارات میں سے انتخاب کریں۔
CNC مشینی ایلومینیم اللویس
ایلومینیم 6061
ایلومینیم 5052
ایلومینیم 2024
ایلومینیم 6063
ایلومینیم 7050
ایلومینیم 7075
ایلومینیم MIC-6
CNC مشینی تانبے کے مرکب
تانبا 101
کاپر C110
· CNC مشینی کانسی کے مرکب
کاپر C932
CNC مشینی پیتل کے مرکب
تانبا 260
کاپر 360
CNC مشینی سٹینلیس سٹیل مرکب
Nitronic 60 (218 SS)
سٹینلیس سٹیل 15-5
سٹینلیس سٹیل 17-4
سٹینلیس سٹیل 18-8
سٹینلیس سٹیل 303
سٹینلیس سٹیل 316/316L
سٹینلیس سٹیل 416
سٹینلیس سٹیل 410
سٹینلیس سٹیل 420
سٹینلیس سٹیل 440C
· CNC مشینی اسٹیل مرکب
اسٹیل 1018
اسٹیل 1215
اسٹیل 4130
اسٹیل 4140
اسٹیل 4140PH
اسٹیل 4340
اسٹیل A36
CNC مشینی ٹائٹینیم اللویس
ٹائٹینیم (گریڈ 2)
ٹائٹینیم (گریڈ 5)
CNC مشینی زنک اللویس
زنک کھوٹ
CNC مشینی مواد کا انتخاب ---- پلاسٹک
FCE مصنوعات کی ضرورت اور درخواست کے مطابق بہترین مواد تلاش کرنے میں آپ کی مدد کرے گا۔ بہترین مواد تلاش کرنے کے لیے تیز رفتار اور لاگت سے مؤثر اختیارات میں سے انتخاب کریں۔
· ABS
ABS کو معیاری مشینی تکنیکوں کے ذریعے آسانی سے مشین بنایا جاتا ہے، جیسے موڑنا، ملنگ، ڈرلنگ اور آرا کرنا۔
· ایکریلک
ایک واضح شیشے کی طرح پلاسٹک، عام طور پر بیرونی استعمال کے لیے استعمال کیا جاتا ہے۔ اچھا پہننے اور آنسو خصوصیات.
ڈیلرین (Acetal)
ڈیلرین اچھی نمی مزاحمت، اعلی لباس مزاحمت، اور کم رگڑ کے ساتھ ہے۔
گیرولائٹ جی 10
G10 مضبوط، مشینی اور برقی طور پر موصل ہے۔ یہ ایک شعلہ retardant epoxy رال سے بنا ہے جس میں فائبر گلاس تانے بانے کی کمک ہے۔
ایچ ڈی پی ای
اعلی کثافت والی پولی تھیلین نمی اور کیمیائی مزاحم پلاسٹک ہے جس کے اثرات اچھی ہیں۔ عام طور پر بیرونی ایپلی کیشنز، واٹر ٹائٹ کنٹینرز اور سیل کے لیے استعمال کیا جاتا ہے۔
نایلان 6/6
نائیلون 6/6 نے مکینیکل طاقت، سختی، اچھی استحکام کے تحت گرمی اور/یا کیمیائی مزاحمت میں اضافہ کیا۔
· پی سی (پولی کاربونیٹ)
پی سی میں اعلی مکینیکل اور ساختی خصوصیات ہیں۔ آٹوموٹو، ایرو اسپیس، اور دیگر ایپلی کیشنز میں وسیع پیمانے پر استعمال کیا جاتا ہے جو استحکام اور استحکام کی ضرورت ہوتی ہے.
· جھانکنا
PEEK اکثر دھاتی حصوں کے لیے ہلکے وزن کے متبادل مواد کے طور پر استعمال ہوتا ہے۔ عام طور پر اعلی درجہ حرارت، اعلی دباؤ ایپلی کیشنز میں استعمال کیا جاتا ہے. PEEK کیمیکلز، پہننے اور نمی کے خلاف مزاحمت کرتا ہے، بہترین تناؤ کی طاقت پیش کرتا ہے،
· پولی پروپیلین
پولی پروپیلین کیمیکل یا سنکنرن مزاحمت ہے۔ اس میں بہترین برقی خصوصیات ہیں اور نمی جذب نہیں ہوتی۔ یہ وسیع پیمانے پر مختلف درجہ حرارت میں لمبے عرصے تک ہلکا بوجھ اٹھاتا ہے۔
· پی ٹی ایف ای (ٹیفلون)
جب انتہائی درجہ حرارت میں کیمیائی مزاحمت اور کارکردگی کی بات آتی ہے تو PTFE زیادہ تر پلاسٹک کو پیچھے چھوڑ دیتا ہے۔ یہ زیادہ تر سالوینٹس کے خلاف مزاحمت کرتا ہے اور ایک بہترین برقی انسولیٹر ہے۔
· UHMW PE
الٹرا ہائی مالیکیولر ویٹ پولیتھیلین۔ UHMW PE نمی جذب نہیں کرتا اور یہ پہننے اور سنکنرن کے خلاف مزاحمت، اعلی کیمیائی مزاحمت، کم سطح کی رگڑ، اعلی اثر کی طاقت کا ایک منفرد امتزاج پیش کرتا ہے۔
· پیویسی
PVC عام طور پر مائعات کے سامنے والے ماحول میں لاگو ہوتا ہے یا بجلی کی موصلیت کی ضرورت ہوتی ہے۔ اور یہ انتہائی کیمیائی مزاحم مصنوعی پلاسٹک بھی ہے۔
CNC مشینی سطح ختم
معیاری (جیسا کہ مل شدہ)
یہ تیز ترین ٹرناراؤنڈ مشینی عمل ہے۔ اس کی سطح کی کھردری 3.2 μm (126 μin) ہے۔ تمام تیز کناروں کو ہٹا دیا جاتا ہے، اور حصوں کو ختم کر دیا جاتا ہے. آلے کے نشان نظر آتے ہیں۔

بیڈ بلاسٹ
حصہ کی سطح ایک ہموار، دھندلا ظہور کے ساتھ چھوڑ دیا جاتا ہے
گڑبڑا گیا۔
یہ تیز ترین ٹرناراؤنڈ مشینی عمل ہے۔ اس کی سطح کی کھردری 3.2 μm (126 μin) ہے۔ تمام تیز کناروں کو ہٹا دیا جاتا ہے، اور حصوں کو ختم کر دیا جاتا ہے. آلے کے نشان نظر آتے ہیں۔

انوڈائزڈ
حصوں کو بہت سے مختلف رنگوں میں انوڈائز کیا جا سکتا ہے - صاف، سیاہ، سرمئی، سرخ، نیلا، سونا۔
بے حسی
حصوں کو بہت سے مختلف رنگوں میں انوڈائز کیا جا سکتا ہے—سیاہ، صاف، سرخ اور سونے۔

پاؤڈر کوٹ
حصوں کو بہت سے مختلف رنگوں میں انوڈائز کیا جا سکتا ہے—سیاہ، صاف، سرخ اور سونے۔
CNC مشینی ڈیزائن کے رہنما خطوط
| فیچر | تفصیل |
| اندرونی کونے کی پٹیاں | اندرونی کونے کے فلٹس کو 0.020" - 0.050" ریڈی آئی کے لیے معیاری ڈرل سائز سے زیادہ ڈیزائن کریں۔ اندرونی کونے کے ریڈی آئی کے لیے گائیڈ لائن کے طور پر ڈرل قطر سے گہرائی کے تناسب 1:6 (1:4 تجویز کردہ) پر عمل کریں۔ |
| فرش فللیٹس | اسی ٹول کو اندرونی حصے سے مواد صاف کرنے کی اجازت دینے کے لیے کونے کے فلیٹ سے چھوٹے فرش فللیٹس ڈیزائن کریں۔ |
| انڈر کٹس | ہمیشہ انڈر کٹس کو معیاری سائز میں اور کونوں سے دور ڈیزائن کریں تاکہ وہ کاٹنے والے آلے کے ذریعے قابل رسائی ہوں۔ |
| ٹیپ / تھریڈڈ سوراخ کی گہرائی | مکمل تھریڈز کو یقینی بنانے کے لیے ٹیپ شدہ سوراخ کی گہرائی سے تھوڑا سا آگے ٹول کلیئرنس فراہم کریں۔ |
| پیچیدگی | CNC مشینی اخراجات کو کم کرنے کے لیے چھوٹی کٹوتیوں کی تعداد کو کم سے کم رکھیں؛ فنکشن کو جمالیاتی کے ساتھ متوازن کرنے کے لیے صرف ضروری خصوصیات میں ڈیزائن کریں۔ |
CNC مشینی رواداری
| فیچر | تفصیل |
| زیادہ سے زیادہ پارٹ سائز | 80" x 48" x 24" (2,032 x 1,219 x 610 mm) تک کے ملڈ پارٹس۔ 62" (1,575 mm) لمبائی اور 32" (813 mm) قطر تک لیتھ کے پرزے |
| معیاری لیڈ ٹائم | 3 کاروباری دن |
| عمومی رواداری | دھاتوں پر رواداری کو ISO 2768 کے مطابق +/- 0.005" (+/- 0.127 ملی میٹر) پر رکھا جائے گا جب تک کہ دوسری صورت میں بیان نہ کیا جائے۔ پلاسٹک اور مرکبات +/- 0.010" ہوں گے۔ |
| صحت سے متعلق رواداری | FCE GD&T کال آؤٹس سمیت آپ کی ڈرائنگ کی تصریحات کے مطابق سخت رواداری کی تیاری اور معائنہ کر سکتا ہے۔ |
| کم از کم فیچر سائز | 0.020" (0.50 ملی میٹر)۔ یہ حصہ جیومیٹری اور منتخب کردہ مواد کے لحاظ سے مختلف ہو سکتا ہے۔ |
| تھریڈز اور ٹیپڈ ہولز | FCE کسی بھی معیاری دھاگے کے سائز کو ایڈجسٹ کر سکتا ہے۔ ہم اپنی مرضی کے دھاگوں کو بھی مشین بنا سکتے ہیں۔ ان کے لیے دستی اقتباس کے جائزے کی ضرورت ہوگی۔ |
| کنارے کی حالت | تیز کناروں کو بطور ڈیفالٹ ٹوٹا اور ڈیبر کیا جاتا ہے۔ |
| سطح ختم | معیاری ختم مشینی ہے: 125 Ra یا اس سے بہتر۔ اقتباس حاصل کرتے وقت اضافی فنشنگ اختیارات کی وضاحت کی جا سکتی ہے۔ |
ہمارا معیار کا وعدہ